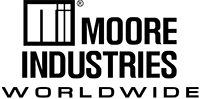

Wafer tools typically need deionized water and other chemicals in the masking process that requires tight control of small valves.
Since these control valves are too small to accommodate a field mounted I/P or positioner, the highly accurate and repeatable two-wire loop-powered IPT2 DIN mount Current-to-Pressure Transmitter is a perfect solution. The IPT2 can be rack mounted for high-density installations in 5, 10, or 15 position racks that simplify air supply, filtering and regulation due to its backplane header design. The IPT2 includes a pneumatic closed-loop feedback circuit for optimum control, has front mounted test leads to monitor the input, and offers an optional front-mounted pneumatic test jack.
Key Attributes:
- Highly accurate and repeatable
- Excellent resistance to vibration and closed-loop feedback circuit
- High-density installation option

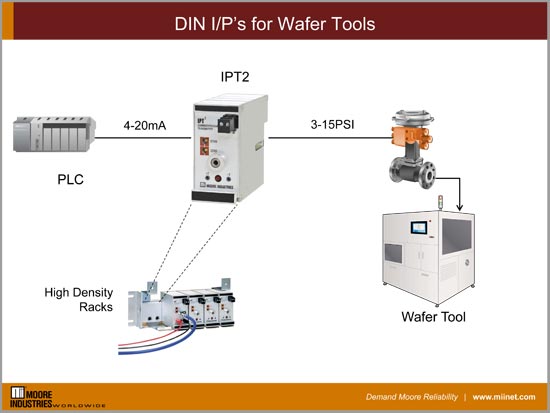
Semiconductor locations require tight temperature control of their HVAC systems. Semiconductor locations require tight temperature control of their HVAC systems.
Sometimes there are two separate systems that need to monitor temperature points; one for control and one for data archiving. Rather than wiring a 4-20mA signal in series through two host systems, consider using a signal splitter like the ECT. The UL approved ECT signal splitter allows both systems to monitor temperature but now neither system can affect the other when there is a failure or maintenance issue on the other loop.
Key Attributes:
- Full four-way isolation up to 500Vrms between power and all input/outputs
- RFI/EMI resistant and hardened aluminum case
- Zero and span potentiometers for on-site calibration

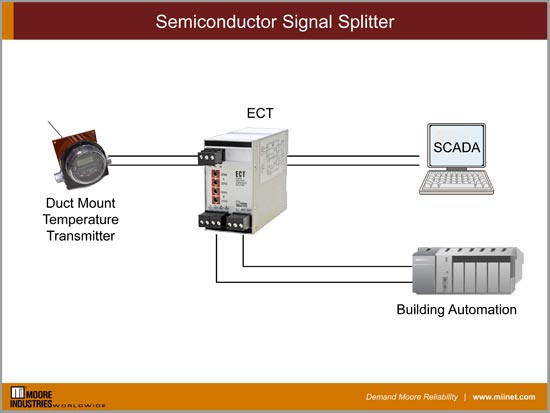
Power generation, water, and pulp & paper plants often have process points that are added after the initial plant build. Sometimes the DCS has run out of I/O points or spare twisted pair doesn’t exist. Many plants have process points that are added after the initial plant build. Sometimes the DCS has run out of I/O points or spare twisted pair doesn’t exist.
When such a requirement exists, the NCS Net Concentrator System remote I/O product simplifies the task of gathering signals scattered through multiple processing units or locations. The NCS is Class I Div 2/Zone 2 approved and accepts a wide range of inputs including RTD, TC, Ohms, Potentiometer, mV, mA and Volts. Each NCS remote I/O station can accept up to 128 I/O points. It supports RS-485 MODBUS RTU so up to 32 NCS systems without repeaters can be multi-dropped on one twisted pair and brought back to a MODBUS host monitoring system. The easy to configure NCS has 500V of channel-to-channel isolation and has an ambient operating temperature specification of -40 to 85C (-40 to 185F).
Key Attributes:
- The wide range of I/O types and number of points
- Class I Div 2/Zone 2 approval
- MODBUS RTU support

Many facilities have hundreds of motors installed throughout various processing units. Monitoring of these motors for more precise control or protection is paramount.
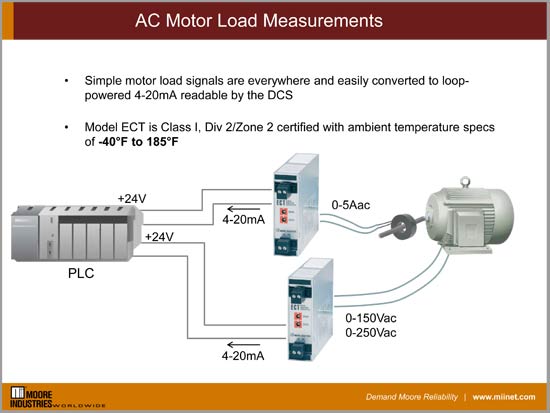
The model ECT is a Class I Div 2/Zone 2 DIN rail, loop-powered (two wire) signal converter with an operating range of -40 to 85C (-40 to 185F) that accepts AC current inputs of up to 0-5A AC and outputs a linear and noise-free 4-20mA signal readable by the BPCS or PLC. As an added safety feature, the ECT offers an optional externally mounted mini-CT (Current Transformer) that steps 0-5A AC down to 0-5mA AC so technicians don’t have to worry about handling high current signals. ECT also accepts high-level AC voltage inputs too.
Key Attributes:
- Two wire loop-powered AC signal converter
- Class I Div 2/Zone 2 approvals
- High ambient operating temperature range of -40 to 85C (-40 to 185F)
In order to keep Natural Gas pipelines operational, compressor stations are located every 50 miles or so. These compressors have critical temperatures that need to be monitored including bearing, lube oil, discharge and suction temperature. Due to the criticality of these temperatures a Safety Instrumented System (SIS) may be implemented to protect the compressor and personnel.

If an SIS is employed, the Class I Div 2/Zone 2 STA Functional Safety Trip Alarm, that is exida certified and SIL 2/3 capable, can provide the logic solver needs for the high-temperature shutdown circuit. The STA offers a simple programming interface, local indication, and retransmission of critical temperatures to a remote host or SCADA system.
Key attributes:
- STA is exida certified and SIL 2/3 capable logic solver
- Simple programming interface vs complex safety PLC
- Provides local indication and auxiliary analog output

Upstream and midstream oil and gas locations are always looking for ways to cut costs. Since their sites typically have hazardous gasses and vapors present, their wiring methods and instruments have to be rated Class I Div 1.
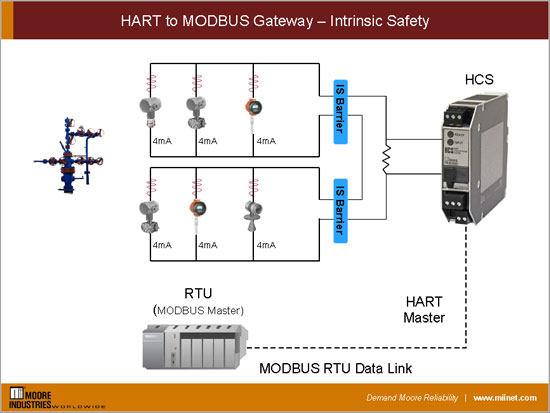
One consideration to reduce your cost per point monitoring at these sites is to utilize the HCS HART Concentrator System by reading the HART signal from your field instruments. HART allows multiple instruments to be installed on a single twisted pair. Rather than using an individual twisted pair per instrument and Intrinsically Safe barriers or hard conduit, you can use one HCS and one IS barrier with multidropped instruments on one twisted pair and convert the HART data to MODBUS RTU. The HCS can accept up to 16 multidropped instruments. The actual number of multidropped transmitters is dependent upon the power your IS barrier allows into the field. The local RTU can then read multiple instruments via the MODBUS RTU signal. The HCS is approved for installation in Class I Div 2/Zone 2 areas and supports both RS-232 and RS-485 physical layer networks. The HCS is configured via a free Windows PC program and sets up in just a few minutes.
Key Attributes:
- Polls between one and 16 HART instruments and converts data to MODBUS RTU
- Class I Div 2/Zone 2 approval
- -40 to 85C ambient operating temperature

Mining facilities have far-reaching and remote locations that need to be monitored. Often these locations have limited wiring and are miles apart. Mining facilities have far-reaching and remote locations that need to be monitored. Often these locations have limited wiring and are miles apart.
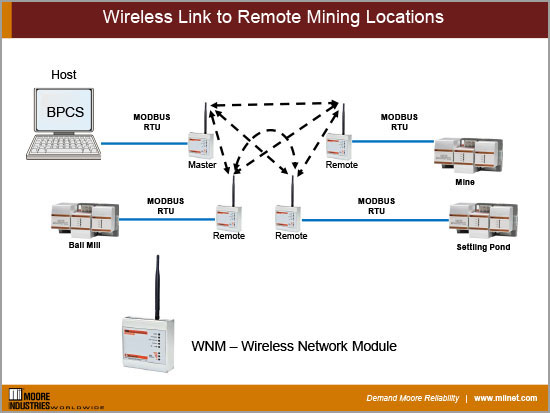
To solve this dilemma look to the WNM Wireless Network Module. The WNM is a 900Mhz or 2.4Ghz License Free Spread Spectrum Radio that can cover up to 30 miles (without repeaters) between locations. Each WNM can be programmed to be a Master, Remote, Repeater or Remote/Repeater. The WNM is certified for installation in Class I Div 2/Zone 2 locations and supports Ethernet and MODBUS RTU communication links, therefore, making it an ideal interface with almost all remote I/O systems, including the NCS Net Concentrator System shown here.

When temperature points need to be monitored in hazardous locations where explosive atmospheres can occur, consider using an Associated IS temperature transmitters, especially when the method of protection is Intrinsic Safety. When Intrinsic Safety (IS) is chosen as the facility's protection method, intrinsically safe barriers for all of the RTD and TCs can be quite expensive, engineering intensive and space consuming.
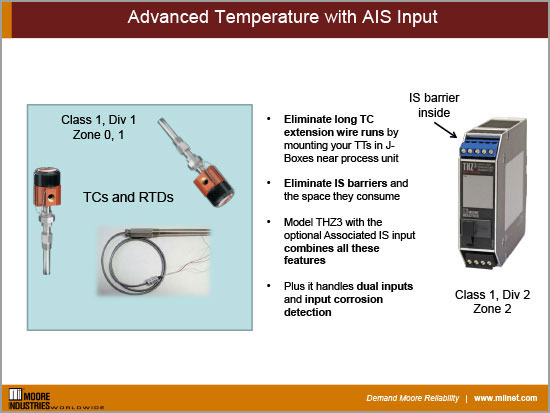
One solution to this problem is to install DIN rail temperature transmitters in the field, close to the process, that has built-in intrinsically safe barriers. The THZ3 DIN rail temperature transmitter is considered an associated IS device because it has the IS barrier embedded in the transmitter so it can connect to temperature elements that are located in Class I Div 1 or Zone 0/1 hazardous areas. Moreover, by implementing this strategy you eliminate the common drift and corrosion problems associated with long TC lead wire runs that lead to expensive and troublesome measurement errors.
Key Attributes:
- IS barrier built into THZ3, reducing needs for external IS barriers
- Eliminate errors due to TC extension wire
- Dual input capability and input corrosion detection

Industrial compressors are often used in large chemical plants to supply headers with air for pneumatic instruments and valves. These compressors have to run at precise speeds. If these compressors start to run too fast they can become very dangerous and expensive to repair. Industrial compressors are often used in large chemical plants to supply headers with air for pneumatic instruments and valves.
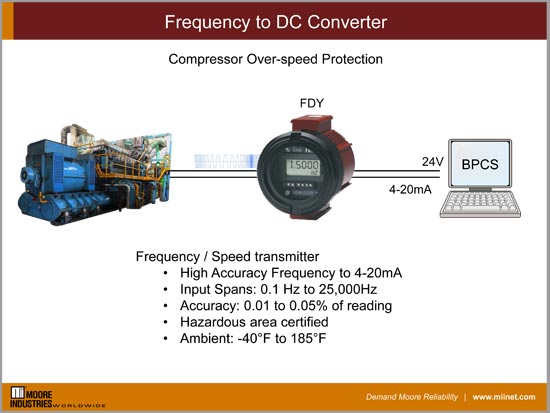
These compressors have to run at precise speeds. If these compressors start to run too fast they can become very dangerous and expensive to repair.
If you have compressors or rotating equipment that is critical, consider the FDY PC Programmable Frequency-to-DC Converter to help provide compressor overspeed protection. The FDY monitors frequency, period, high or low pulse width, and contact closure signals and converts it to a linear and isolated 4-20mA signal. The two-wire loop powered FDY has worldwide hazardous areas approvals and sets up in just a few minutes with easy to use PC programming software.
Key Attributes:
- Universal programmable input
- Local display and Free PC programming software
- Worldwide hazardous area approvals

Steam generation is often a primary source for the heating of fluid processing, chemical processing units, and reactors and therefore maintaining efficient boiler control is critical. Boilers can sometimes suffer flameouts due to poor fuel quality or insufficient oxygen. TCs can be used to monitor boiler tips. Traditionally TCs were wired directly back to a BPCS or PLC with thermocouple extension wire.
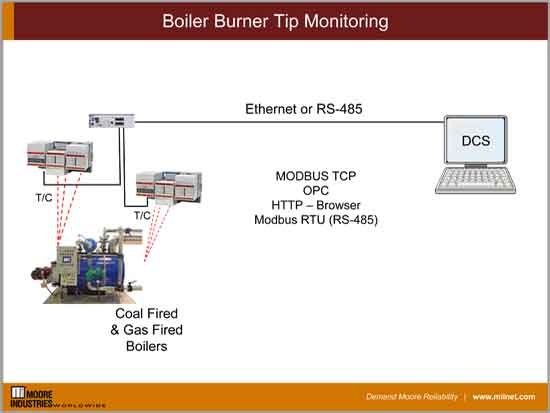
Thermocouple extension wire is not only expensive but can be a source or measurement error over time due to the integrity and composition of the extension wire. When boiler tip monitoring is required consider using the NCS Net Concentrator System remote I/O. The NCS accepts universal temperature inputs and is scalable for just a few or hundreds of I/O points. Each NCS can then be placed on an Ethernet backbone for centralized monitoring. If Ethernet is not an option the NCS also supports RS-485 MODBUS RTU networks. Every NCS channel provides 500Vrms channel-to-channel isolation which is important for thermocouples. Approved for installation in Class I Div 2/Zone 2 locations, the NCS is an ideal choice when you need a compact remote I/O solution.
Key Attributes:
- Universal temperature inputs
- Full channel-to-channel isolation
- Ethernet or RS-485 network support
 Australia exported $34 billion in coal in 2015-2016 which has made it the largest global coal exporter by volume (Australian Government, 2016). There are 44,000 people directly employed in the coal industry making safety in mines an important issue. Moore Industries works hard to provide peace of mind with the reliability and ruggedness industry has come to depend on. The Moore Industries FS FUNCTIONAL SAFETY SERIES exida® SIL 2 and SIL 3 capable STA Safety Trip Alarm performs as a logic solver and acts on potentially hazardous process conditions to meet the needs of safe mine transportation.
Australia exported $34 billion in coal in 2015-2016 which has made it the largest global coal exporter by volume (Australian Government, 2016). There are 44,000 people directly employed in the coal industry making safety in mines an important issue. Moore Industries works hard to provide peace of mind with the reliability and ruggedness industry has come to depend on. The Moore Industries FS FUNCTIONAL SAFETY SERIES exida® SIL 2 and SIL 3 capable STA Safety Trip Alarm performs as a logic solver and acts on potentially hazardous process conditions to meet the needs of safe mine transportation.
The Problem
Properly working underground coal mine hydraulics, used to operate the control of the braking system of the winder, is vital when moving mine personnel underground or bringing them to the surface. It is extremely important to ensure that the machine is stopped if low or high pressure is detected online from the hydraulic pump that operates the winder. With personnel safety involved, we can't afford any cable slip.
The Solution
The STA, SIL 2 and SIL 3 Capable Programmable Current/Voltage Safety Trip Alarms are utilized for mine winder monitoring. The STA warns of unwanted process conditions, provides emergency shutdown, or provides on/off control in Safety Instrumented Systems (SIS) as well as traditional alarm trip applications.

The STA makes an excellent choice for monitoring hydraulic pressure on the Mine Winder and assuring it will shut down the winder should any pressure changes occur.
Contact Moore Industries-Pacific Basin/Asia for your needs in Australia.
References
Australian Government, Department of Industry, Innovation, and Science. (2016, December). Australia's major export commodities coal. Retrieved from https://industry.gov.au/resource/Mining/AustralianMineralCommodities/Documents/Australias-major-export-commodities-coal-fact-sheet.pdf
Do you want more information? Check out the STA datasheet or the Functional Safety - IEC 61508 line card line card.
Need to know more about a product, price or availability? Send us a message using E-Help.
The Problem
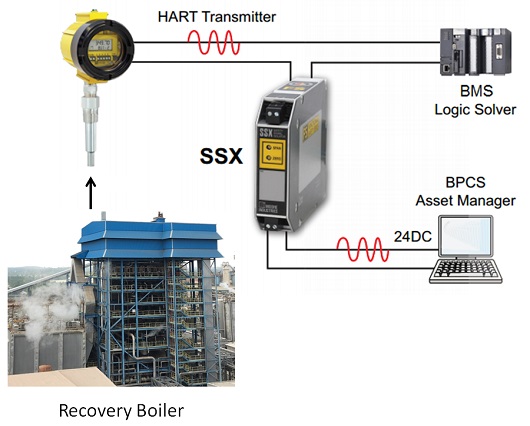
A pulp and paper mill had a black liquor BMS (Burner Management System) that per NFPA 85 requires that its safety logic system be totally independent from other logic systems. The challenge was they required that key temperature and pressure signals also get monitored and recorded by their BPCS (Basic Process Control System).

The Solution
The SSX Functional Safety Isolator with HART pass through capability was designed for Safety Instrumented Systems (SIS) and safety applications. The SSX is designed to provide full isolation between a safety system and a non-safety system. The two-wire loop-powered SSX has a passive input and is powered by the output loop side that is connected to the BPCS. Therefore even if power is lost on the BPCS side of the loop, the safety loop functions without interruption. According to IEC 61508 the SSX is a Type A device and per exida is suitable for SIL 3 applications. An exida approved FMEDA report is provided for the SSX safety isolator to assist the safety practitioner with the safety loop implementation.
Learn more about the SSX Functional Safety Isolator and the entire family of Moore Industries Functional Safety Series.
Need to get price or availability or have a technical question? Send us a message using E-Help.

 At the Hanford Site KW-Basin Sludge Treatment Project in southeastern Washington, the Department of Energy (DOE) employs multiple NCS Net Concentrator Systems to automate communications among numerous sludge conversion process skids. According to Hanford’s website:
At the Hanford Site KW-Basin Sludge Treatment Project in southeastern Washington, the Department of Energy (DOE) employs multiple NCS Net Concentrator Systems to automate communications among numerous sludge conversion process skids. According to Hanford’s website:
“Nowhere in the DOE Complex is cleanup more challenging than at the Hanford Site in southeastern Washington. Hanford made more than 20 million pieces of uranium metal fuel for nine nuclear reactors along the Columbia River.
Five huge plants in the center of the Hanford Site processed 110,000 tons of fuel from the reactors, discharging an estimated 450 billion gallons of liquids to soil disposal sites and 56 million gallons of radioactive waste to 177 large underground tanks. Plutonium production ended in the late 1980s.
 Hanford cleanup began in 1989, when a landmark agreement was reached between DOE, the U.S. Environmental Protection Agency, and Washington State. Known as the Tri-Party Agreement, the accord established milestones for bringing the Hanford site into compliance with federal and state environmental regulations.”
Hanford cleanup began in 1989, when a landmark agreement was reached between DOE, the U.S. Environmental Protection Agency, and Washington State. Known as the Tri-Party Agreement, the accord established milestones for bringing the Hanford site into compliance with federal and state environmental regulations.”
However, as skids were progressively added, management recognized they were outgrowing manual intervention methods and NCSs (Net Concentrator System) were installed and programmed in order to allow automatic communication among the skids. Production personnel could now oversee the process from a control room rather than walking the production floor and could redirect communication links through various skids should some skids be underutilized or offline.
Each sludge processing skid includes a Moore Industries NCS that includes an Ethernet communications port and several channels of discrete and analog input/output channels.  These channels monitor skid mounted gauges and control valves/gates. The NCS also has an embedded real time control engine that supports IEC 1131-3 control logic communication programming via ISaGRAF software.
These channels monitor skid mounted gauges and control valves/gates. The NCS also has an embedded real time control engine that supports IEC 1131-3 control logic communication programming via ISaGRAF software.
Utilizing the ISaGRAF programming language, Hanford engineers were able to write their own programming instructions. The ISaGRAF program is also used to provide peer-to-peer Ethernet communications between other skids establishing convenient communications to share data.
Each NCS skid performs a particular part of the overall process, very similar to a batch process that carries out a particular complex recipe. During the process, each NCS skid collects, controls and monitors each part of its own process.
Every skid also monitors, triggers and makes available process flags, or status bits, to the control room personnel and other NCS skids. These status bits are used by other skids to determine if the next skid may collect the processed product from an upstream skid and begin processing the product itself (this being another sub-process).This continues for several levels in the process with each skid performing a different step in the sub-processes of the overall process. Some skids coordinate steps in the process (as described above) while other skids are the ‘traffic cops’ negotiating which skid is ‘available’ to handoff product to the next stage. The arrangement is such that skids may be taken ‘off-line’ or added ‘on-line’ with the automatic traffic cop logic to decide where product is to be rerouted. A separate skid acts as the ‘accountant’ keeping count on system productivity and bottlenecks including which skids are currently ‘off-line’.
The NCS’ ISaGRAF programming ease and flexibility, onboard Ethernet communications and peer-to-peer channel mapping allows new and existing skids to be automated or retrofitted as required. This enables the Hanford site to handle the increased sludge processing throughput without overburdening their process team.
To learn more about the Hanford Site cleanup, visit www.hanford.gov
For more information download the NCS Net Concentrator System data sheetdata sheet.Or visit the catalog.
Need to get price or availability or have a technical question? Send us a message using E-Help.
Supplemental Information For Tank Farm Application
Before converting a dry contact to an analog signal it is important to first determine what signal levels you will need. Since the TMZ accepts a 4-20mA signal then we can choose any current values within 4mA and 20mA. For this application we chose 'NOT FULL' to be equal to 20mA, and 'NEAR FULL' to be represented at 4mA.
These two current levels will now indicate that the tank is ‘NEAR FULL’ or ‘NOT FULL’. The ‘NEAR FULL’ signal lets the DCS operator know that the tank should not be filled any further while the ‘NOT FULL’ indicates that the tank needs additional filling.
Using resistors in conjunction with a 24Vdc power supply, based on Ohm's law, allows a discrete or relay signal to be converted to an analog signal. Using ohm’s law the two resistors chosen for the desired analog signal levels were 1.5K Ohms and 6K ohms. If the tank level is low, then the circuit includes both resistor values thus creating a 20mA signal to the TMZ. This 20 mA reports ‘NOT FULL’.
V=IR
(24V/1500Ω) + (24V/6000Ω)
16mA + 4mA = 20mA
Otherwise, when the contact switches only the 6K ohm resistor is in the circuit and a current signal of ~4mA indicating ‘NEAR FULL’ (this occurs when the dry contact switch is open).
These two signal levels 4mA and 20mA will be converted to a logical “1” and “0” for MODBUS transmission. Those TMZ specific programming details will be covered later.
Wiring Details
The bulk 24dc power supply, two resistors and contact terminals on the level transmitter need to be wired as a current input to the TMZ utilizing +I and COM terminals (See Figure 1).
Figure 1. Top of TMZ highlighting connections

This wiring configuration creates a “failsafe” situation. For example, should the level switch accidentally fail to open, or the 24Vdc become short circuited, then that tank is reported ‘NEAR FULL’ (4mA signal). A detailed wiring schematic can be found in Figure 2.
Figure 2. Tank Wiring and Setup

- The float cage signal is converted using resisters (6000Ω and 1500Ω)and a regulated bulk 24Vdc power supply, connected to the TMZ, which is then connected to the RS-485 port (MODBUS) of the new WNM.
- The TMZ converts the analog signal to a MODBUS output that is connected to the WNM's RS-485 port.
- The WMN, also powered by the existing bulk24Vdc power supply, transmits signals wirelessly from the new tanks across the river to theWNM radio network connected to the DCS’ MODBUS network.
Details on Configuring the TMZ Transmitter to Communicate Data via MODBUS
Use the Model TMZ programming cable and free programming software to configure the Model TMZ for each tank. Assign a MODBUS address to this storage tank TMZ. Configure the baud rate, parity, etc. to match that of all other MODBUS devices.
Configure the Model TMZ ‘Custom Curve’ feature such that current less than 5mA is ‘0.0’ (‘NOT FULL’) and current above 19mA is ‘1.0’ (‘NEAR FULL’).
(Note: This was chosen as the customer preferred the valve state for filling the tank to be 0 for open, and 1 for closed).
For example, a simple four point custom curve like the following will work:
Figure 3. Four Point Custom Curve
| Point | X Data | Y Data |
| 1 | 4 | 0 |
| 2 | 5 | 0 |
| 3 | 19 | 1 |
| 4 | 20 | 1 |
WNM Configuration and MODBUS Network Wiring
Configure the Model WNMs as point-to-point radios and choose all other settings as required. Moore Industries Application support pre-configures the WNMs prior to shipment from the Moore Industries factory, making the WNMs ‘ready-to-use’ upon arrival.
Wire the Model TMZ and WNMs to the twisted pair MODBUS network. See TMZ and WNM instruction manuals for RS-485 wiring diagram.
Have questions, or want help with your application?
To learn more about this application, read the Tank Farm Application and Monitoring Solution page.
If you have questions or need help on your own application, send us a message using E-Help.
If you want product information, visit the catalog.

The Problem:
A Moore Industries customer wanted to monitor levels in new storage tanks that are remotely located on their tank farm and are not connected to their existing MODBUS network. The details of the customer’s existing tank farm, recent additions and monitoring needs include:
Twenty existing tanks are monitored using MODBUS continuous level sensors with data transmitted over a RS-485 twisted pair network.
Five new remote tanks were added and need to be monitored, but were built with a level sensing device that only provided a dry contact output from a float cage to indicate level, no MODBUS output available.
The customer needs to convert the dry-contact output from the new remote tank level devices to a MODBUS signal that indicates two level states: NEAR FULL or NOT FULL and then transmit the data via MODBUS for monitoring at the Distributed Control System (DCS).
The new remote tanks could not be connected to the existing MODBUS network using twisted pair wire because they are located across a river from the existing tanks and the DCS.
The Solution:
Summary
Moore Industries Applications Engineers provided the customer with a cost effective and simple solution for monitoring their new storage tanks that utilized their existing technologies. After reviewing their situation the following issues needed resolving:
- Dry-contact (discrete) output to analog signal conversion
- Analog signal to MODBUS translation
- Getting the signals to the DCS from the tanks across a river
The first step involved using a pair of resistors and a bulk DC power supply to convert the dry-contact relay output from each tank’s float cage to a 4-20mA signal. Next a Moore Industries TMZ PC-Programmable MODBUS Transmitter (Signal Converter) was used to read and convert the 4-20mA signal into MODBUS. And finally the new MODBUS signals had to be connected to the existing MODBUS network across the river. This involved installing a pair of Moore Industries WNMs (Wireless Network Modules) that utilized a point-to-point wireless network link across the river.
Figure 1. below shows the Tank setup with dry-contact outputs in a float cage, resistors, TMZ transmitter, and the WNM wireless module necessary to add the five new tanks to the MODBUS network and DCS across the river.
Figure 1. Tank Wiring and Setup
- The float cage signal is converted using resisters (6000Ω [4mA for current loop one float level] and 1500Ω [an 'additional 16mA' to signal other float level]) and a regulated bulk 24Vdc power supply, connected to the TMZ, which is then connected to the RS-485 port (MODBUS) of the new WNM.
- The TMZ converts the analog signal to a MODBUS output that is connected to the WNM’s RS-485 port.
- The WMN, also powered by the existing bulk 24Vdc power supply, transmits signals wirelessly from the new tanks across the river to the WNM radio network connected to the DCS’ MODBUS network.
Installation Specifics
Dry Contact Output and MODBUS Conversion
To solve the problem of getting level data from dry contacts into the existing MODBUS network, the Moore Industries application engineer suggested using a bulk 24dv power supply, a set of resistors and a TMZ MODBUS transmitter to be installed on each new storage tank. The TMZ (Model TMZ/HLPRG/MB/24DC [DIN]) is a very cost effective and flexible instrument. It accepts a direct signal input from a wide array of analog devices and converts the input to the standard MODBUS RTU (RS-485) communication protocol for direct interface with MODBUS-based monitoring and control systems.
The TMZ is powered in this application using a 24Vdc power supply at each new tank location. This same bulk power supply was then used in conjunction with resistors to convert the dry contacts to an analog signal (DC milliamps) that the TMZ could read. The engineer connected the dry contacts’ two discrete terminals to the TMZ using a pair of resistors, 6000Ω and 1500Ω, to create a current loop signal representing the two different tank levels.
The TMZ translates the analog signal to a digital MODBUS communications signal. Each TMZ was then connected to a RS-485 twisted pair network that was routed from tank to tank. Each storage tank TMZ has a unique MODBUS address assigned by the installer, which allows the DCS to distinguish individual tank level data.
Wireless Transmission
The Moore Industries WNM Wireless Network Module used in this application is a bi-directional, point-to-point or point-to-multipoint, 900 Mhz frequency hopping spread spectrum radio modem that includes a RS-485 port. In order to connect the two MODBUS networks together across the river, a set of WNMs was used in point-to-point configuration. Each WNM can also be simultaneously configured as a tank site source and a wireless repeater, allowing for virtually unlimited transmission range. Since the customer already had a MODBUS RTU data communication network, the WNM’s RS-485 port made it an ideal choice for this application.
At the new storage tank, the engineer installed a Model WNM radio and connected it to the newly installed MODBUS RTU network. The MODBUS RTU communications signal received by the WMN over the twisted pair wires is transmitted by an antenna to the peer WNM radio that is now connected to the original MODBUS network and DCS across the river. This essentially created an extension to the existing MODBUS RTU network through the radios. This now allows bi-directional communication between the DCS and any tanks located across the river.
Get more detail on how the dry contacts were converted to an analog signal, and how the TMZ is configured to convert 4-20mA signals to MODBUS, see supplementary information.
If you have questions or need help on your own application, send us a message using E-Help.
If you would like product information, visit the catalog.

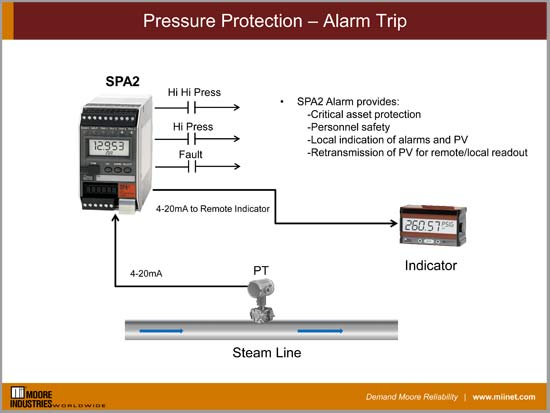
Moore Industries-Pacific recently sold 221 STA Safety Trip Alarms to be used in a Functional Safety coal gas extraction application in Australia. A Coal Seam Gas exploration company with hundreds of sites in Queensland has production wells with up to 10 inputs controlled locally by Remote Terminal Units (RTUs). The STA will be implemented as part of their independent Protection System with a level alarm on each wellhead separator. Larger volume production wells may need up to four separators per RTU panel.
The Coal Seam Gas exploration company has been using our SPA2 alarms in this application since 2005. Their reliability and simplicity of programming have made Moore Industries the company’s first choice alarm provider. They chose the STA over the SPA2 for this project due to the fact that the STA is a SIL 3-capable device and provided additional diagnostic coverage to continually check the alarm trip's operational status and health.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question? Send us a message using E-Help.
Municipalities often have several wet well locations around a city that pump waste from low lying areas up to main sewage veins that feed waste treatment plants. Level instruments monitor the wet well level and controllers then engage the grinder pumps. Since wet wells contain waste, volatile gasses such as methane require that these level instruments be rated for use in Class I, Div 1 environments.
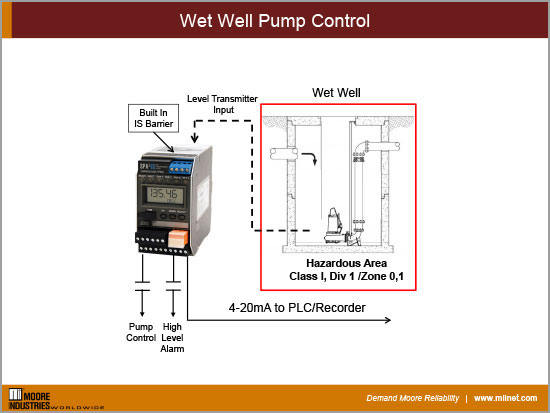
When IS (Intrinsic Safety) is chosen as the method of protection, a separate IS barrier is required for each level transmitter that is wired to the pump controller. The SPA2IS Site Programmable Alarm with Associated IS Input capability includes a built-in IS barrier for the level instrument located in the wet well. This means that the separate IS barrier does not have to be purchased, installed and maintained. The SPA2IS has four alarms, each configurable with 0-100% deadband, which makes it an ideal fit for a wet well level controller.
Key Attributes:
- Includes built-in IS barrier for hazardous sensors and transmitter connection
- Easy to program with local push buttons or free PC software
- Up to four alarms with an auxiliary analog output
Water and waste facilities, whether local or remote, have many locations where sump monitoring and control are required. When it isn’t economical to use a PLC or due to its remote distance away from other control loops, an advanced alarm trip may do the job.
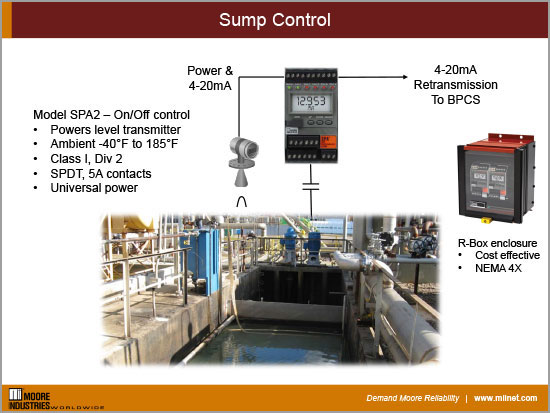
The SPA2 Site Programmable Alarm Trip is a very versatile and smart device that allows you to control as many as four pumps or motors simultaneously. The SPA2 has up to four programmable SPDT relays all rated at 5A, 250VAC that can be programmed has high or low with adjustable time delays and deadbands that make it an ideal candidate for on/off level control. Additionally, the unit has a universal power supply, powers the level transmitter that it monitors and features an auxiliary analog output in case there is a need to retransmit the level reading. Rated Class I Div 2/Zone 2 the unit includes an integrated display and is programmable via the local pushbuttons or with a free intelligent PC program. Designed for remote and outdoor locations the SPA2 operates in ambient conditions of -40 to 85C (-45 to 85C).
Key Attributes:
- Four SPDT Relays rated at 5A, 250VAC
- Class I Div 2/Zone 2 approval
- Programmable for on/off control with adjustable deadband and auxiliary output

Fabrication rooms in semiconductor facilities require close monitoring of humidity. Often getting the humidity reading in the middle of the room is ideal, close to the wafer machine.
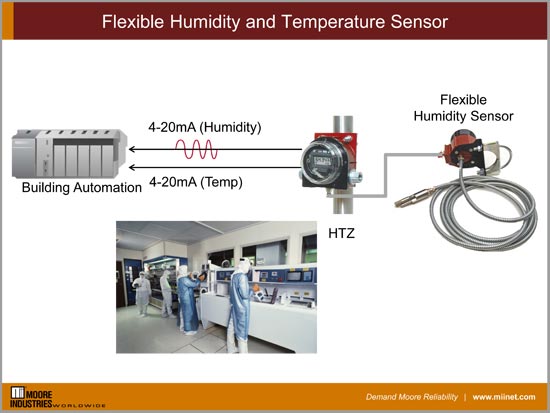
When this is required, consider the flexible humidity probe for the HTZ Humidity and Temperature Transmitter. The flexible sensor is an armored cable up to 10 feet long that can be mounted through the ceiling through a 1” NPT coupling and adjusted downward to the desired measuring point. The HART programmable HTZ has a remote display and has two analog outputs that can be programmed to output humidity, temperature or dew point.
Key Attributes:
- Versatile flexible humidity sensor design
- +/- .75% humidity measurement
- HART programmable with two outputs and local display

Semiconductor facilities require close monitoring of humidity in their HVAC and fab rooms. The HTZ Humidity and Temperature transmitter has a versatile duct mounted sensor assembly that is ideal for monitoring humidity and temperature in a duct.
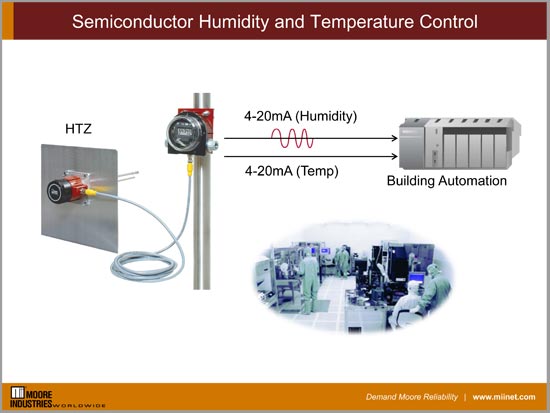
Additionally, the sensor can be wall mounted for clean room humidity and temperature monitoring. The HART programmable HTZ has a remote display and has two analog outputs that can be programmed to output humidity, temperature or dew point.
Key Attributes:
- Versatile duct mount/wall mount designed humidity sensor
- +/- .75% humidity measurement
- HART programmable with two outputs and local display
The cooking process that takes place in digesters at paper mills produces off gasses like hydrogen sulfide that, should they be accidentally released, could cause immediate suffocation of plant personnel. For this reason, gas detectors are placed in low lying areas where gasses that are heavier than air can immediately be detected.
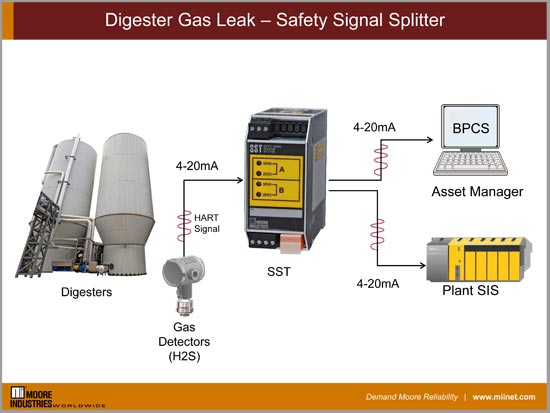
Due to the dangerous nature of this potential leak Safety Instrumented Systems (SIS) are often implemented. Often these gas detectors are also monitored by the Basic Process Control System (BPCS) too. When this is a requirement, look to the Functional Safety Series SST Safety Splitter. The four-wire SST is an exida approved SIL 2 capable signal splitter, with Class I Div 2/Zone 2 approval, that sends your critical process signal to two remote locations. The SST also passes valuable HART diagnostic and process variable data through the SST in case asset managers need to view calibration or other essential diagnostic data from the field transmitter.
Key Attributes:
- exida approved and Class I Div 2/Zone 2, SIL 2 capable for SIS loops
- Full four-way isolation up to 500Vrms between power and all input/outputs
- Passes critical HART data from field transmitter
The wet end of large paper machines requires precise control of the paper stock as it is laid on the wire. Normally several small valves are evenly spaced across the wire to ensure a uniform distribution of paper stock.
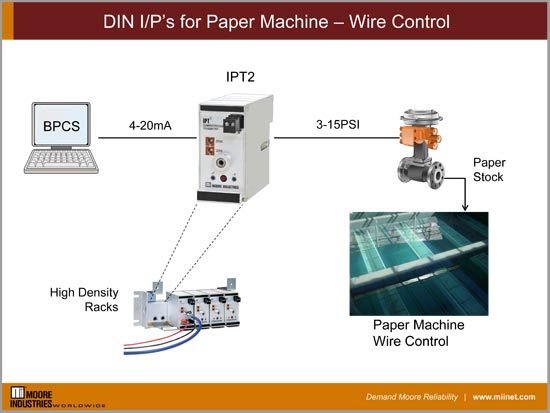
Since these wire control valves are too small to accommodate a field mounted I/P or positioner, the highly accurate and repeatable two-wire loop powered IPT2 DIN mount Current-to-Pressure transmitter is a perfect solution. The IPT2 can be rack mounted for high-density installations in 5, 10 or 15 position racks that simplify air supply, filtering and regulation due to its backplane header design. The IPT2 includes a pneumatic closed loop feedback circuit for optimum control, has front mounted test leads to monitor the input and offers an optional front mounted pneumatic test jack.
Key Attributes:
- Highly accurate and repeatable
- Excellent resistance to vibration and closed loop feedback circuit
- High-density installation option
Drum level control for a boiler at Power plants is very critical to daily operations. If there was a fault with the primary controller handling the PID level control, it is quite likely that power product would stop or be severely hampered.
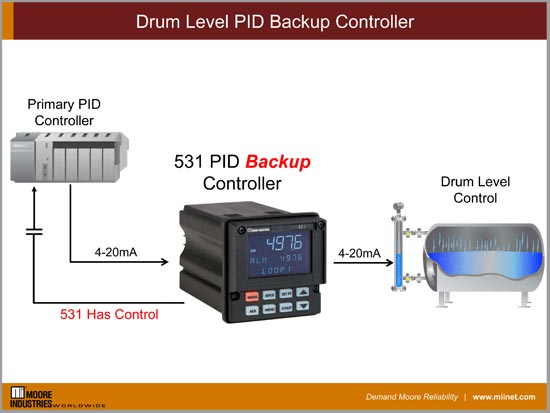
Consider the ¼ DIN 531 Hot PID Backup Station for these and other mission-critical applications. The 531 is specially designed for applications where it is the secondary control master on critical loops. In normal operations the 531 simply monitors the 4-20mA signal passing through it to the final control element. If there is a catastrophic failure of the primary PID controller, the 531 picks up where the primary left off and takes over PID control. A notification is sent to the primary controller or other watchdog systems to let facility operations know that there has been a problem and the secondary PID controller has taken over. The 532 features a large vacuum fluorescent display with a large five digit upper display and two nine-character lines of alphanumerics.
Key Attributes:
- Easy to configure
- HOT PID Backup station
- Large display with local indication of PV and CV-Nema 4X case with UL Approval

Pumps are extremely critical devices at Power facilities. If pumps fail, turbines and other key parts of the power generation plant will be shut down. One common point of failure in pumps is bearing failure. Most large pumps have bearings that wear out over time and temperature is normally a good way to monitor the pump bearings looking for wear or simply to perform routine maintenance. While control systems can monitor pumps many times these pumps are remote to the control room.
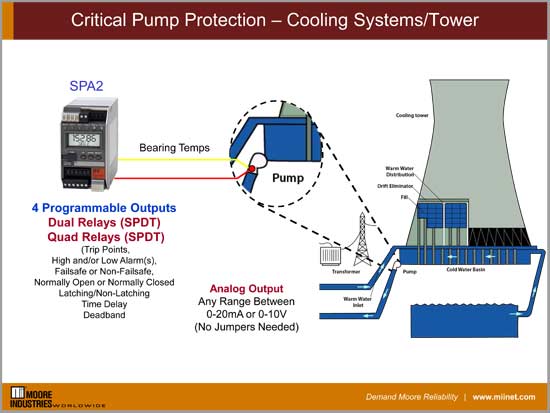
Using a TC or RTD and a SPA2 Site Programmable Alarm Trip is an effective local layer of protection strategy. The Class I Div 2/Zone 2 SPA2 includes up to four programmable SPTD relays rated at 5AAC that can be programmed to warn of pending pump failure. Powered with a universal power supply the SPA2 can be programmed via the local pushbuttons or with free PC programming software and a USB cable.
Key Attributes:
- Universal temperature sensor input
- Four programmable relays rated at 5AAC, 250VAC
- Easy programming and universal power supply
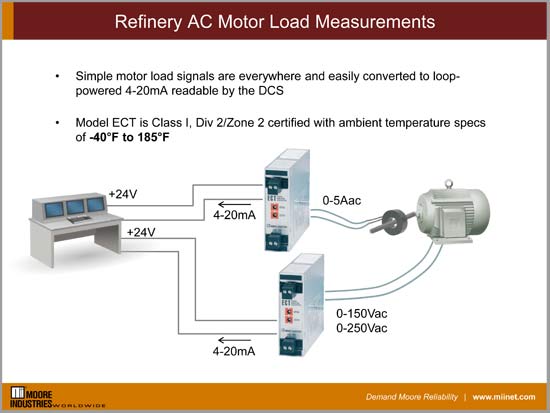
Petrochem facilities have hundreds of motors installed throughout various processing units. Monitoring of these motors for more precise control or protection is paramount.
Click here to download the PDF file
The model ECT is a Class I Div 2/Zone 2 DIN rail, loop-powered (two wire) signal converter with an operating range of -40 to 85C (-40 to 185F) that accepts AC current inputs of up to 0-5A AC and outputs a linear and noise free 4-20mA signal readable by the BPCS or PLC. As an added safety feature, the ECT offers an optional externally mounted mini-CT (Current Transformer) that steps 0-5A AC down to 0-5mA AC so technicians don’t have to worry about handling high current signals. ECT also accepts high-level AC voltage inputs too.
Key Attributes:
- Two wire loop-powered AC signal converter
- Class I Div 2/Zone 2 approvals
- High ambient operating temperature range of -40 to 85C (-40 to 185F)
Refineries and petrochemical plants use steam to heat vessels and different parts of their process units and if steam pressure rises too high it could create a dangerous situation. Monitoring and alarming on steam pressure adds a layer of protection for personnel and process. But many times these points are remotely located where it isn’t practical to run multiple twisted pairs to and from the control room or closest PLC.
Click here to download the PDF file
When remote alarms or layers of protection are required, look to the SPA2 Site Programmable Alarm Trip. The SPA2 is push button or PC programmable alarm trip, or trip amp, that offers high, low, rate of change, fault, out of range, input failure alarm types. Fitted with a universal power supply, it has up to four programmable SPDT alarms with an optional auxiliary analog output and a loop power supply for powering two-wire transmitters. The SPA2 is approved for installation in Class I Div 2/Zone 2 locations.
Key attributes:
- Versatile and easy programming with push buttons or PC software
- Up to four SPDT relays rated at 5A 250VAC/24VDC
- Suited for installation in Class I Div 2/Zone 2 locations
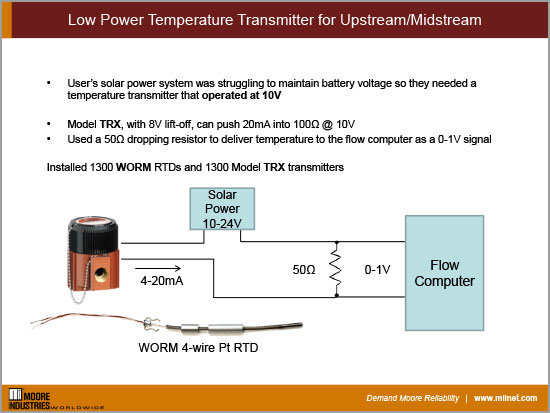
Upstream/Midstream oil and gas wellhead sites are in remote areas that often rely on solar power to run instrumentation and monitoring systems. During winter months maintaining voltage levels from their solar sources is challenging and finding instruments that have minimum power requirements is critical.
Click here to download the PDF file
The model TRX Temperature Transmitter only requires eight volts to operate and can push 20mA through 100 ohms at 10 volts. By utilizing a 50 ohm dropping resistor a 0-1 volt signal representing temperature can be efficiently transmitted to the onsite flow computer.
Key attributes:
- Low eight volt liftoff for TRX Temperature Transmitter
- TRX Universal Input for any TC or RTD
- Full hazardous area approvals

Many mining locations require layers of process protection to prevent unnecessary exposure to dangerous situations that may harm personnel or the environment, like gas exposure. Most mining operations have implemented Safety Instrumented Systems (SIS) in compliance with IEC 61511 to mitigate the exposure to such dangerous events.
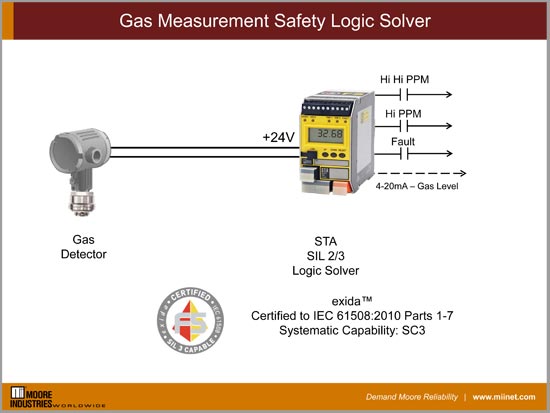
When required to add layers of protection at the mine site, consider the STA Functional Safety Trip Alarm as your Safety Instrumented System logic solver when a dangerous condition occurs. The STA is simple to program and has an auxiliary analog output for retransmission to the local RTU. The STA is SIL 2/3 capable, approved by exida and rated for installation in Class I Div 2/Zone 2.
Key attributes:
- exida approved, SIL 2/3 capable
- Easy programming
- Class I Div 2/Zone 2 approval and local display
Milk producers are required to ensure proper pasteurization takes place before their products can be delivered for consumption. This requires tight temperature control and monitoring.
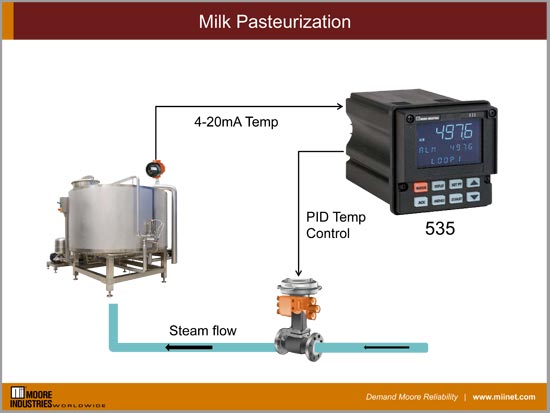
When pasteurization or sterilization is required to look to the NEMA 4x Model 535 ¼ DIN PID Controller. This versatile yet easy to program controller can perform P, PI or PID control with built-in auto-tuning and other advanced programming features. The controller features a large vacuum fluorescent display with a large five digit upper display and two nine character lines of alphanumerics. In addition to the CV (Control Variable) output, up to three additional relay or analog outputs can be configured.
Key Attributes:
- Easy to setup and configuration menu
- Easy to use PID auto-tuning
- Large display and additional outputs

Food and beverage and pharmaceutical companies have several processes that require validation due to FDA and other international safety laws. When some measurements need to be shared between the primary process control system that is validated and an auxiliary control system, like building automation, it requires full isolation.
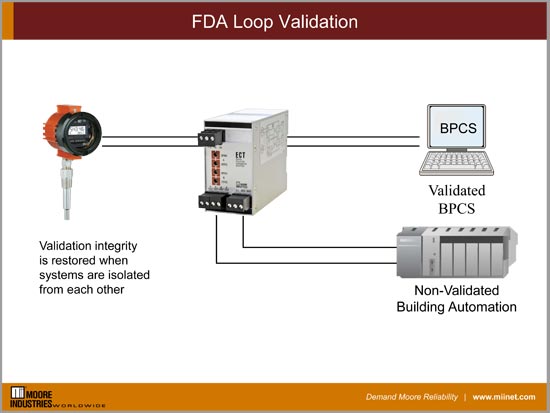
When this need arises using an ECT DIN Signal Splitter Isolator that provides the sufficient area isolation to meet validation needs. The UL approved ECT signal splitter now allows the non-validated system to be brought offline and calibrated separately without affecting the calibration or operation of the primary validated loop.
Key Attributes:
- Full four way isolation up to 500Vrms between power and all input/outputs
- RFI/EMI resistant and hardened aluminum case
- Zero and span potentiometers for onsite calibration
You can’t always plan for every loop condition in a chemical plant. Sometimes input cards are active and sometimes passive. Field transmitters are sometimes line powered (four-wire) which usually have active outputs, and sometimes they are passive (two-wire). Has the Basic Process Control System been updated with HART smart input cards? Has there been a new asset manager installed that needs the HART signal?
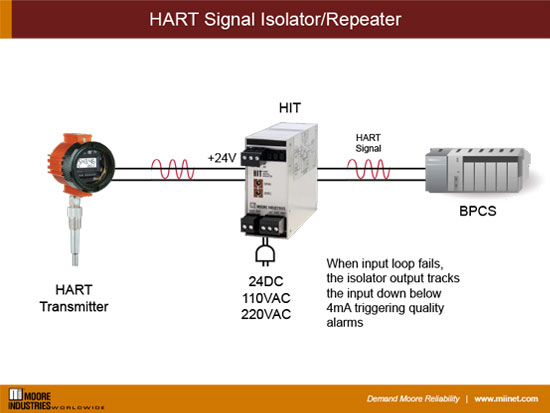
When those unplanned situations exist, you can turn to the HIT HART Pass-through Signal Isolator. The HIT isolator provides superior noise rejection and full three-way isolation with HART pass-through capability. Another very important feature of the HIT is that the output will track the input all the way to 0mA when it fails; as opposed to most other isolators that simply go to 4mA – which is always difficult to ascertain between a failure of the input or just 0% scale. Lastly, the HIT can be used on non-HART or HART based loops when asset managers need that valuable diagnostic and calibration data.
Key Attributes:
- Class I Div 2/Zone 2 approval
- HART pass-through capability
- Output tracks to 0mA on failed input

When Safety Instrumented Systems (SIS) are applied within a chemical facility you can’t always plan for every loop condition. Sometimes input cards are active and sometimes passive. Field transmitters are sometimes line powered (four-wire) which usually have active outputs, and sometimes they are passive (two-wire). Moreover, is the field transmitter HART capable or not?
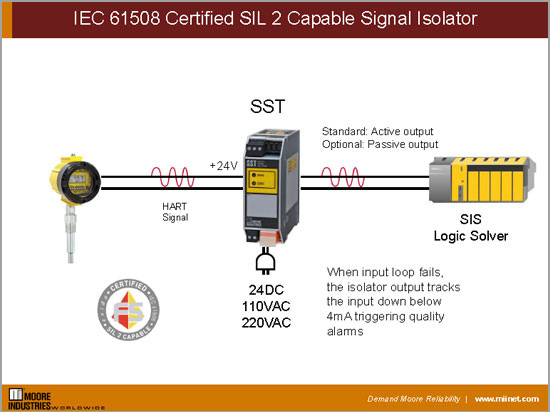
When those unplanned situations exist, you can turn to the Functional Safety Series SST Signal Isolator. The SST is an exida approved four-wire SIL 2 capable isolator that provides superior noise rejection and full three-way isolation with HART pass-through capability. Additionally, the input to the SST can be wired in the field as an active input (applies power to the two-wire field transmitter) or passive input. The output of the SST can be ordered as active or passive. Another very important feature of the SST that is very critical for an SIS, is that the output of the SST will track the input all the way to 0mA when it fails; as opposed to most other isolators that simply go to 4mA – which is always difficult to ascertain between a failure of the input or just 0% scale.
Key Attributes:
- exida certified to SIL 2
- HART pass-through capability
- Output tracks to 0mA on failed input
An overpressure situation in pipes is dangerous and can lead to significant damages to property, pipe ruptures and even injuries and death. Having a system in place to prevent an overpressure situation is critical and one way to accomplish this is with a High Integrity Pressure Protection System (HIPPS).
 A HIPPS provides a barrier between high pressure and low-pressure parts of an installation to prevent the release of fluid or gas into or otherwise contaminate the environment. An example of a HIPPS is an offshore well platform where the subsea oil or gas lines can occasionally present a harmful pressure surge in the pipeline. The HIPPS is designed to shut off the source before the design pressure of the downstream process is exceeded, avoiding a rupture of a line or vessel.
A HIPPS provides a barrier between high pressure and low-pressure parts of an installation to prevent the release of fluid or gas into or otherwise contaminate the environment. An example of a HIPPS is an offshore well platform where the subsea oil or gas lines can occasionally present a harmful pressure surge in the pipeline. The HIPPS is designed to shut off the source before the design pressure of the downstream process is exceeded, avoiding a rupture of a line or vessel.
A HIPPS consists of three main components:
•Pressure transmitters
•Logic solvers
•Fast-acting shutoff valves
Many people assume that the logic solver has to be a safety PLC. But in many cases, a discrete logic device for each loop, which avoids the complications and expense of a programmable solution, is a sensible option. The “Logic Solvers for Overpressure Protection” white paper shows how discrete logic devices such as the STA Safety Trip Alarm are suitable for use while providing a flexible, low-cost and user-friendly solution.
While the safety PLC approach offers advantages for installations where there are a high number of field I/O safety loops, many plants have few such loops. For these plants, discrete logic solutions offer several advantages including creating a simple architecture, reducing cabling costs and avoiding the development cost of application programming.
The STA is easy to install with its wide range of power supply options and its small package that helps to keep it separate from non-safety instrumentation. In the event of maintenance due to transients or failure, it can be readily swapped out at a low unit and operational cost without interfering with the other processes in the plant. Local indication gives reassurance that the status of safety loops is reported directly.
The “Logic Solvers for Overpressure Protection” white paper shows safety engineers the steps needed to determine the right logic solver for their SIS. It shows the methodology and calculations for determining the applicability of logic solvers in SIL 1 and SIL 2 environments. It includes examples of system topologies and their associated Safety Integrity Level (SIL) calculations.
The STA Safety Trip Alarm is part of Moore Industries’ FS Functional Safety Series of instruments. Each of these instruments is designed and built in compliance with IEC 61508, the leading worldwide functional safety standard, and certified by exida for use in a Safety Instrumented System. In addition to our FS Series of products FMEDA (Failure Modes Effects and Diagnostic Analysis) reports available on many of our products that are used in safety applications.
Find out more information about these products at the FS Functional Safety Series section of our website. You can also download the related “Logic Solvers for Tank Overfill Protection” white paper.
Q: We have an existing Rosemount 1151DP tied to a Provox DCS. We also have a Moore Industries DDA 4-Wire Current and Voltage Alarm in the system to provide a Flow Switch Low and Flow Switch High interlock to our gas supply valves. Will newer products from Moore Industries provide more – or better – protection than the DDA?
A: The STA Safety Trip Alarm and SPA2 Site Programmable Alarm have alarm functions and can be used instead of the DDA. Both products have FMEDA reports which define the Probability of Failure on Demand and can provide a better degree of protection than the DDA. Additionally, the HIM HART Interface Module has alarming functionality that could also be used with the 1151DP transmitter.
The STA monitors the analog signal and is specifically designed for IEC 61508 applications. It is approved by exida for use in Safety Instrumented Systems (SIS) up to SIL 2 and in redundant architectures (1oo2, 2oo3, etc.) up to SIL 3.
Like the STA, the SPA2 can also monitor the analog signal and provides up to four alarms, a display, and an optional 4-20mA retransmission. The SPA2 is our most popular alarm choice for loops that are not specifically designed in accordance with IEC 61508/61511The HIM monitors the digital component of a HART signal and can be specified with up to two optional relay outputs, which can be configured for signal level alarms or for a number of HART status bits. It can be used to provide diagnostic coverage for a HART transmitter since it monitors the transmitter’s status bits.
Do you want more information? Look up a data sheet to download. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Moore Industries is continually updating our website with new datasheets, user’s manuals, CAD drawings, configuration software and other materials.

Remember that our website is the definitive place to find the most up-to-date product information, so please check here when you need something.
Among the new files currently available on the website is an update to the CPMS Cathodic Protection Monitoring System datasheet to reflect the new GPS Time option. This is an optional method for keeping accurate time when an SNTP (Simple Network Time Protocol) network is not available.
Here are some of the files that have recently been updated on our website:
Datasheets:
CAD Drawings:
Other:
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I need a 4-wire isolator and want to see if your MIT Multi-Channel Signal Isolator will work in my application. I have several 4-wire transmitters where I need to split and isolate the output signal to receivers that are passive (not powered). Will the MIT work provided that I supply 24Vdc power to the unit?

A: The MIT appears to be a perfect fit for your application. MIT’s input is passive, so it is compatible with the active output of a 4-wire transmitter. Because its outputs are active, they are compatible with the passive inputs of the receiver devices. In addition, it uses a universal power input, so it will accept 24Vdc power.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
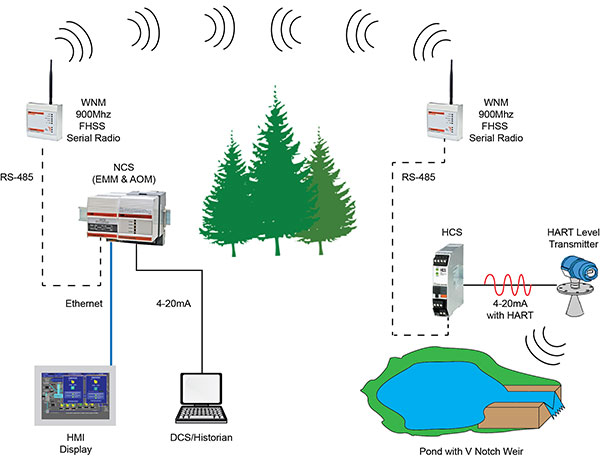
State regulations required a major pulp and paper company to monitor and record daily effluent water rates. This requirement was being fulfilled by sending an employee from their main control site to a remotely located pond three times a day to manually record water levels. This process was inefficient, time-consuming and didn’t provide them with real-time data.
 By installing a system utilizing technology from Moore Industries, the pulp and paper company implemented a system that is scalable for future installations while reducing employee workload and maintaining state regulatory compliance. This process is detailed in a white paper available for download on our website. It highlights how the use of the HCS HART Concentrator System and the NCS NET Concentrator System were critical in helping the company efficiently comply with government regulations.
By installing a system utilizing technology from Moore Industries, the pulp and paper company implemented a system that is scalable for future installations while reducing employee workload and maintaining state regulatory compliance. This process is detailed in a white paper available for download on our website. It highlights how the use of the HCS HART Concentrator System and the NCS NET Concentrator System were critical in helping the company efficiently comply with government regulations.
HART flow level measurements at the pond site were converted to MODBUS RTU by a HCS and sent from a WNM Wireless Network Module at the pond to a receiver radio at the boiler control room. The information was relayed from the wireless radio to an HMI display and DCS/Historian by the NCS. This system enables the company to efficiently get accurate and required readings on the levels in their effluent water system.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
WNIPT: Extracting HART Data from Smart Instruments
According to the FieldComm Group (formerly the HART Communications Foundation), there are more than 30 million HART-enabled instruments installed in chemical and process plants worldwide, and most process transmitters made today are HART compatible. The HART digital signal often contains valuable process measurements and other variables including instrument status, diagnostic data, alarms, calibration values and alert messages.

However, many systems fail to utilize the critical information available from HART-enabled transmitters, valve positioners, flowmeters and other "smart" devices. The February 2015 issue of the Australian magazine What’s New in Process Technology features an article from Moore Industries addressing these concerns. “Extracting HART Data from Smart Instruments” shows how a HART interface device such as our HIM HART Interface Module makes acquiring HART data simple. The data can be sent to a control system via analog signals, discrete outputs or serial communications.
Control Design: Process Skid Standardization
Another recent article highlighting Moore Industries was published by Control Design. In “Process Skid Standardization: What Manufacturers Want,” Dan Herbert discussed an issue common to OEM process skid builders. They keep their costs down when they can deliver the same product to as many customers as possible without customization. However, their clients often have specific needs that they want to be addressed by their process skid.
The article includes feedback by Moore Industries Senior Applications Engineer Jim McConahay, PE, who discussed how our NCS NET Concentrator System can serve as a universal MODBUS I/O interface and eliminate the need for most process skid custom interfaces.
Keep up-to-date with our media coverage at our website.
Check out our HART Gateways, Monitors and Interfaces.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
For many temperature applications, getting a high level of accuracy is vital. A white paper from Moore Industries highlights how plant and site engineers can ensure the most accurate temperature measurement for critical applications. Available for download from the Moore Industries website, “A Practical Guide to Improving Temperature Measurement Accuracy” details steps that can also help end users improve the stability of their measurements and reduce calibration costs.

“A Practical Guide to Improving Temperature Measurement Accuracy” shows how to select the best sensor for a particular application and ways to improve the accuracy of the sensor you choose. In particular, it details the reasons why 4-wire RTD sensors are almost always the best choice for high-accuracy temperature applications. Using 4-wire RTD sensors eliminates the errors caused by a copper lead wire. The paper also explains the relationship between classes of sensors (such as Standard and Premium Grade thermocouples and Class A RTDs) and their error rates.
Along with learning how to select sensors, the paper also covers how to reduce errors caused by plant noise, using bath calibration to minimize RTD measurement errors and the relationship between remote I/O and temperature accuracy.
The white paper is written by National Sales Manager Gary Prentice, who graduated with a degree in Electrical Engineering from Lafayette College in Pennsylvania and has 36 years of experience working in the process control industry. He has encountered almost every possible temperature application over his career and is the perfect person to explain the benefits of using 4-wire RTDs.
You can get watch a tutorial on this topic by viewing a Webinar that Gary did a few months ago, which gives even more specific examples of how to improve the accuracy of your temperature measurements.

Moore Industries rep Soltex Chile S.A. recently exhibited at the Exponor 2015 show, which takes place every two years and focuses on the mining industry. It was held in Antofagasta, the main city in northern Chile, which is near the country’s world-class mining operations including copper, gold and nitrates. It’s an important show with plenty of opportunities to connect mining companies with instrumentation solutions.
Soltex’s booth at the show included Fieldbus Device Couplers and Power Supplies from MooreHawke, a division of Moore Industries. These products help to maintain and simplify communications between mining operations and control systems – even in hazardous areas. For example, the TRUNKGUARD Series 200 Fieldbus Device Couplers offer multiple benefits for engineers designing FOUNDATION fieldbus H1 and PROFIBUS PA networks:
- Auto Segment Termination: The patented technology prevents fieldbus segment failure from under- or over-termination, a major problem in fieldbus startups. The TRUNKGUARD's auto-termination feature assures that local parts of a fieldbus segment will continue with proper termination even if remote parts of that segment are accidentally disconnected. This prevents costly downtime and hazardous situations
- Short Circuit Protection: On detection of excess current on a fieldbus spur, the TG200 reacts immediately (20 microseconds) to switch spur current to a nominal trickle-level, rather than limiting the fault current to a fixed (and always higher) level as is typically done by competing units. With removal of the short, the spur is automatically reconnected to the fieldbus segment.
- LED Displays: Diagnostic LEDs positively indicate power status on each fieldbus spur, spur short circuits and the status of auto termination.
To learn more about our Fieldbus solutions, please visit the catalog.
How about this for a ThrowBack Thursday post? One of the photos in our archive shows Mr. Moore at the groundbreaking for Moore Industries’ worldwide headquarters more than 40 years ago. Within six months of the groundbreaking, the company’s first employees had packed up their equipment, loaded it into moving vans and brought it overall in the course of one weekend.
 Our building has come a long way from the groundbreaking. Today there are 158 employees here doing everything from manufacturing and engineering new products to handling sales and technical support. A mezzanine was added after the Hawke and Powers acquisitions to address the need for additional manufacturing capacity.
Our building has come a long way from the groundbreaking. Today there are 158 employees here doing everything from manufacturing and engineering new products to handling sales and technical support. A mezzanine was added after the Hawke and Powers acquisitions to address the need for additional manufacturing capacity.
Moore Industries has come a long way in 40 years. Today the company is one of the most recognized and respected names in the world of process instrumentation with millions of units sold and installed in projects all over the world. Part of the reason that Moore Industries has remained so successful is that the company has maintained the same commitment to quality that it had when Mr. Moore founded it in his garage back in 1968. Making sure that customers get solutions to their instrumentation needs is paramount to our philosophy and guides us in the manufacturing and service of our products.
Keep checking in with us for more ThrowBack Thursday posts as we uncover hidden gems from our archive!
Q: I am looking for a differential temperature transmitter. We have used the SPT in the past and know that it will work, but I don’t know if you can use two inputs of two different 4-wire RTDs with the SPT.

A: The SPT has only four input terminals; therefore the number of RTD wires is limited. For differential temperature, one RTD can be a 3-wire and the other RTD can only be a 2-wire. The lead length compensation wire of the 3-wire connection compensates for the lead length of both RTDs. This is only useful if you make sure that all five wires have identical resistance.
To answer your question, you may use two 4-wire RTDs, but you cannot connect all of the wires unless you do it as described above. Wiring details are shown in Figure 17 of the installation manual.
A better option is to use our DIN rail mounted THZ3 HART temperature transmitter, a new model which can accept two three-wire RTDs and provide a differential measurement output. The configuration of the THZ3 is done by utilizing DTMs with PACTware on your PC or by using a HART compatible handheld device or HART host.
Details about the input connections of the THZ3 are in Figure 2.2 of the installation manual.
Model Example: THZ3/PRG/4-20MA/12-42DC [DIN]
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Want to make sure that you don’t miss any of our blog posts, press releases, product news and other company information?
We’re now giving you more ways than ever before to connect with Moore Industries. You can follow us on multiple different social media sites to make sure that you stay up-to-date with everything that is happening with our company by following us at these social media sites:



 Starting with the THZ3 and TDZ3, Moore Industries introduced a new way for our customers to configure our products.
Starting with the THZ3 and TDZ3, Moore Industries introduced a new way for our customers to configure our products.
The transmitters are both HART and DTM (Device Type Manager) programmable, which means they can be easily programmed and interrogated from anywhere at any time on a 4-20mA loop. This can be done with a standard HART handheld communicator, a HART-compatible host or with any FDT (Field Device Tool)-compliant host or program such as PACTware (available for download at our website) utilizing Moore Industries’ DTM.
At its core, the FDT model creates a unified standard for communications that take place between field devices and host systems. The DTM is the specific software component that contains data, functions and logic elements specific to the device. In the case of the THZ3 and TDZ3, the PACTware software is an interface that provides comprehensively advanced programming capability for thorough transmitter configuration.
One of the main benefits for end users of the FDT technology is that it frees them from constraints caused by being tied to a specific platform or communications method when configuring and monitoring devices. They can choose the best product for their installation and know that it can be easily integrated into their system. A single FDT frame application supports multiple communications protocols such as HART, PROFIBUS, FOUNDATION Fieldbus, DeviceNet, Interbus, AS-Interface and PROFINET IO with other protocols soon to follow.
For more information on the advantages of FDT technology, visit the Technology Benefits page of the FDT Group’s website. You can find additional information on Moore Industries' use of PACTware by reading our recent press release on the subject.
Q: I am interested in an ECA alarm unit, model #: ECA/4-20MA/DH1H1/24DC/DIN. I have three questions:

1. I have a need for three different trip setpoints based on the same transmitter input. How can I accomplish this with the ECAs? Can I use two ECAs using the second ECA with a 1-5VDC input or can the 4-20mA signal be run in series through both ECA inputs?
2. Do I need to specify the -RF option to get the RFI protection? And is the testing for both radiated and conducted susceptibility (RS103, CS114, CS115)? Is it possible to see the test report for the EMI/RFI testing?
3. Is DIN-rail the only mounting option?
A: To answer your three questions:
1. Your 4-20mA signal can be connected in series to the inputs of more than one ECA, each of which with a 50 ohm load on the loop. Alternatively, you can use a SPA2 Limit Alarm Trip (Model #: SPA2/HLPRG/4PRG/U [DIN]) which has four setpoint relay outputs.
2. The ECA-DIN has RFI/EMI Protection to 10V/m, 20-1000MHz for which the trip point would not be affected by more than 0.1% of span. It conforms to the following EMC specifications:
EN50081-2, 1993, Generic Emissions Standard, Industrial Environment.
EN50082-2, 1995, Generic Immunity Standard, Industrial Environment.
EN61010-1, 1995, Safety requirements for electrical equipment for measurement and control use.
3. Both the ECA-DIN and the SPA2 are designed for DIN rail mounting; however, we also offer them with options for flange mounting.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Control Design recently took a look at the current state of remote I/O. Contributing Editor Hank Hogan suggests that remote I/O is becoming “smaller, faster, customizable and intelligent” thanks to innovations within the industry.
The article highlights several examples of companies who have saved money and increased the functionality of their processes by utilizing remote I/O. In one example, an electrical contractor uses automated PLC systems to control construction, excavation and mining machines. In many cases, the machines at the
construction site were a large distance from the main processor – in some cases up to a mile away. This meant using expensive wiring to span the distance and sending a technician on-site if one of the cables failed.
Using remote I/O solves many of these problems. Two locations can be connected via a single twisted wire pair, Ethernet or fiber-optic communication link. Moore Industries offers a wide range of remote I/O solutions including the NCS NET Concentrator System®, which can be used to send just a few – or hundreds – of process signals between the field and a control system whether close by or remote. It’s ideal for creating new monitoring and control networks and also for leaving existing “legacy” sensors, analog instruments and valves in place while taking advantage of digital signal transmission capabilities.
The NCS has several features that make it ideal for plants and remote environments. It offers enhanced RF/EMI protection that eliminates ground loops and protects against the effects of electrical "noise" found in busy plants. It can also be installed in harsh environments with an operating range of -40°C to +85°C (-40°F to +185°F).
For more information about the use of the use of Distributed I/O in plant settings, please download our "Peer-to-Peer Distributed I/O Systems Solve Signal Interface Problems" white paper.
Another option available for connecting field instruments to control systems is to use wireless I/O. This method completely eliminates the need for wiring, makes it easy to expand a network and allows for the transmission of signals across large distances.
 The WNM Wireless Network Module from Moore Industries can be used in conjunction with the NCS to communicate with just one – or multiple – WNM modules configured as Remote modules in a Point-to-Point system. In a Point-to-Multipoint architecture, modules can be configured as repeaters to relay signals when a direct line of sight does not exist between a Master and Remote modules, or to significantly extend the transmission distance allowable within a WNM network.
The WNM Wireless Network Module from Moore Industries can be used in conjunction with the NCS to communicate with just one – or multiple – WNM modules configured as Remote modules in a Point-to-Point system. In a Point-to-Multipoint architecture, modules can be configured as repeaters to relay signals when a direct line of sight does not exist between a Master and Remote modules, or to significantly extend the transmission distance allowable within a WNM network.
Find more information about Moore Industries' complete line of remote I/O products by downloading our line card.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: We have been using Moore Industries DCA series switches for some time. Is there a like-for-like digital microprocessor-based replacement available?

A: The SPA2 series is a microprocessor-based design with all of the capabilities of nearly any permutation of the DCA. It does have a different form and fit, so we will need to know the complete model number of your DCA unit in order to recommend a SPA2 model.
The most common type of DCA mounts to a back panel with four screws, such as model DCA/4-20MA/DH1L1/117AC [UB]. We can provide the SPA2 with the same mounting bracket so that it fits the same footprint and hole pattern.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I am monitoring up to 13600 Hz from a magnetic pickup on a gas turbine for speed indication and would like to use the FDY Frequency-to-DC Converter. Are either the PRG input or the 10-250V input handle this frequency?

A: Both input options can handle this frequency.
Normally the PRG input is correct for magnetic pickups. Some of them will put out a pulse voltage above the FDY's max of 30VAC, but it can be lowered by moving the pickup farther from the target. Use the FDY/10-250AC if you know for sure that the voltage pulse will be above the FDY/PRG’s upper limit. However, with this model, the pulse must be at least 10VAC.
Please note that the FDY with the 10-250AC input is not available with I.S. approval.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I have a question about the ECA-DIN Current and Voltage Alarm with the DH1L1 (Dual, High/Low, Failsafe) output option. The literature for the product says that "the failsafe relays are de-energized in an alarm condition or during power loss to the unit." Is this statement also true if there is a loss of input signal such as a broken wire?
A: The Failsafe setting means that the relay coils are de-energized in the alarm state. Naturally, if power is lost they will be de-energized. In case of loss of signal, the ECA will perceive the condition as a low signal and behave accordingly. That is, if you have a low alarm setting, the alarm will be activated. If you have a high alarm set, it will not be activated.
If you need more functionality such as being able to discern between a low signal and a lost signal, we recommend the SPA2. Unlike the ECA, it is a microprocessor-based design. This means that it can be configured for a variety of alarm and input signal conditions.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
We know it is easier for many customers to communicate using MODBUS RTU protocol than HART protocol and that makes the HCS HART® Concentrator System a very popular tool.
We also know customers want more diagnostic information so they can access the health of their processes and instrumentation. HART Command 48 is what the industry and the HCS uses to retrieve diagnostic information from the HART slave device, whether that is a transmitter or a valve positioner. The HCS will not implement Command 48 unless you turn on that feature by checking “Acquire Additional Status” on the HART tab of the configuration software.
Once enabled, if your HCS has firmware version 4 or earlier, the HCS retrieves Status bytes 0 through 5 and populates the diagnostic data into MODBUS registers. With 6 bytes by 8 bits each that is 48 pieces of information. Should you be using one of our newer HCS with firmware version 5 or higher, we pull 25 bytes or 200 bits of diagnostic data and allow it to be read by the MODBUS master.
Of course, the specific diagnostic information is under the control of the manufacturer of the transmitter or positioner, but the HCS makes it easily readable.
Are you or your customers taking advantage of this powerful tool?
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Last month we told you about a new video tutorial on the configuration of the THZ3 and TDZ3. We’ve now updated our YouTube page with video tutorials from Customer Service Director Bob Croughwell on how to use the included software to configure several of our most popular products:
•STA Safety Trip Alarm (TPRG and HLPRG models)
•SPA2 Limit Alarm Trips (TPRG and HLPRG models)
•HCS HART Concentrator System
There is a video playlist for each product with several videos showing the steps you can take to program and monitor individual features for each product. Along with an overview of the configuration software, some of the feature-specific tutorial videos include information about:
•HART and HART Devices
•MODBUS
•Status
•Alarms
•Analog Inputs/Outputs
•Custom Curves
•Display
•Scaling
Make sure you check out our YouTube page to see the latest tutorials and other informative product videos from Moore Industries.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

The original goal when creating the WORM Flexible Temperature Sensor was to provide a sensor that could be cut in the field to accommodate various size wells and assemblies. Experience has proven this design helps with other obstacles in the field:
•Dirt, mineral deposits, corrosion scaling and other debris accumulates on the inside of the wells over time.
When you start with a 0.25” O.D. sensor and a 0.26” I.D. well, this added debris makes it very difficult to get sensors in and out of the wells. The WORM has an O.D. of 0.237”, which gives it an advantage to get past the debris to achieve an accurate reading.
•Horizontally-installed wells have a tendency to sag with time and temperature. This means removing and reinserting a rigid sensor can present challenges. The flexible design of the WORM makes installing replacement sensors easier.
•The solid sheath portion of the WORM is only about 1.5” long, which is much shorter than traditional solid sheath sensors. This gives the WORM advantages in applications where measurement speed is critical. The WORM is 30 percent faster than traditional solid sheath sensors, where the long solid sheath serves as a heat sink that sucks heat away from the hot tip of the sensor. The thermal differences have to stabilize before the tip of the long solid sheath can achieve an accurate process temperature reading. That same effect is eliminated in the WORM since the sheath is only 1.5” long and always at the tip of the well.
•With the smaller mass of the WORM sensor, you also gain more durability in high vibration applications versus standard sensors.
•Replacing an old, straight sensor is easy and fast with the WORM sensor. The WORM’s design allows the user to install and replace an older straight sensor by going through the enclosure. During installation, the WORM bends around and through the top or face of the enclosure. It slides through the enclosure’s entry port and snaps into place without removal of the enclosure, rigid conduit, connection head or any assembly components.
Learn more about the WORM by watching our product video
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: We are looking to take an RTD or thermocouple signal input and output it to two 4-20mA outputs. We also could take the same temperature input and output the same signal twice. What are our options?

A: Using our HIM HART Interface Monitor along with a HART temperature transmitter such as the THZ3 is the most accurate solution. The HIM polls the THZ3 via HART and offers up to three separate and isolated analog outputs. Other options include::
A loop-powered TRY temperature transmitter and the ECT-DIN signal splitter. The splitter provides the loop power to the temperature transmitter and receives its signal. It then provides two isolated outputs. The ECT-DIN can be powered with 24DC, 117AC or 230AC.
Models:
•TRY/PRG/4-20MA/10-42DC [DIN]
•ECT/4-20MA/2X4-20MA/117AC/-TX [DIN]
A temperature transmitter such as the CPT and a signal isolator such as the ECT-DIN that are both line-powered. The output of the transmitter is to be connected in series to the input of the isolator and to one of your two loads. The output of the isolator goes to your other load.
Models:
•CPT/TPRG/0-20MA/117AC [DIN]
•ECT/4-20MA/4-20MA/117AC [DIN]
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Want to see exactly how our SIL 3-capable STA Safety Trip Alarm serves as a logic solver that goes beyond what customers would expect from a standard alarm trip? A video available at our Interface Solution Video Library shows how the STA can initiate emergency shutdown procedures or alert personnel of unsafe process conditions.
The video is hosted by journalist and industry expert Peter Welander and features a demonstration of how the STA serves as a Single Loop Logic Solver in Safety Instrumented Systems (SIS). In the video, the STA monitors a “hot pot” filled with water. When the temperature goes above or below set points, dual alarm outputs on the STA signal a warning that an unsafe state has been reached. The video also shows how a third alarm monitors input or instrument faults such as a failed sensor or input signal.
The STA performs some of the same functions as expensive safety PLCs but is more affordable and easier to program. The process alarm trips and analog outputs are user configurable via front-panel push buttons. Configurations can be downloaded to multiple STA units with a free software utility program. It has been subjected to extensive testing by Exida and is fully compliant to IEC 61508. The STA is approved for single use in Safety Instrumented Systems (SIS) up to SIL 2 and in redundant architectures (1oo2, 2oo3, etc.) up to SIL 3.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
 The newly-released “Vetting Smart Instruments for the Nuclear Industry” white paper details how Moore Industries has designed and configured key products for nuclear safety-critical applications – particularly in the United Kingdom. Moore Industries’ early experience with the EMPHASIS assessment tool in the UK helped further refine the company’s approach to building products designed for functional safety and use in the global and UK nuclear industry.
The newly-released “Vetting Smart Instruments for the Nuclear Industry” white paper details how Moore Industries has designed and configured key products for nuclear safety-critical applications – particularly in the United Kingdom. Moore Industries’ early experience with the EMPHASIS assessment tool in the UK helped further refine the company’s approach to building products designed for functional safety and use in the global and UK nuclear industry.
Moore Industries worked with the Control and Instrumentation Nuclear Industries Forum (CINIF) in the UK on the conceptual development of the EMPHASIS assessment tool for smart instruments intended for use in nuclear safety-critical applications in the UK. Released in 2005, EMPHASIS provides a common framework for determining the suitability of devices in nuclear industries. Earlier designs for process control and safety systems used “good engineering practices and experience” as guidelines. As functional safety awareness grew and software-based products became more complex, standards such as IEC 61508 evolved to create more comprehensive guidelines for implementing safety.
Moore Industries’ compliance with IEC 61508 significantly contributes toward the EMPHASIS assessment for Production Excellence, one of two “legs” used to substantiate safety to the regulator. The second leg involves Independent Confidence Building Measures – measures and techniques such as Static Analysis or Statistical Testing on a product’s source code to prevent potential systemic failures and also taking into account the application demands of the device to be deployed.
Moore Industries has been assessed against and used the EMPHASIS tool to achieve approval for four smart instruments, with a fifth instrument currently in the approval process. The “Vetting Smart Instruments for the Nuclear Industry” white paper briefly outlines the steps that Moore Industries took to ensure that these products were designed following strict adherence to the IEC 61508 standard and how using the EMPHASIS process allowed the company to improve the design and configure new and existing products for safety in nuclear-related fields.
More information on Moore Industries’ FS Functional Safety Series of products is available at our website.
 Moore Industries makes it easy for you to check out all of our informative videos showcasing the capabilities of our products. You can go to our Interface Solution Video Library and watch our entire library of videos which give a detailed breakdown of specific product features, overviews of product categories and show how our products solve specific applications.
Moore Industries makes it easy for you to check out all of our informative videos showcasing the capabilities of our products. You can go to our Interface Solution Video Library and watch our entire library of videos which give a detailed breakdown of specific product features, overviews of product categories and show how our products solve specific applications.
The products featured in the videos include:
•STA SIL2 and SIL3 Capable Safety Trip Alarm
•The WORM Flexible Temperature Sensor
•NCS NET Concentrator System®
•WNM Wireless Network Module
•IPX2 Current-to-Pressure Transmitter
•HCS HART Concentrator System®
•MooreHawke TRUNKSAFE Fault-Tolerant Fieldbus System
Make sure you check back regularly to see the latest videos from Moore Industries.
Controlling electricity costs is a major factor in the management of a manufacturing plant. It’s not uncommon for electrical utilities to charge a premium rate for power used during “peak” periods. If a manufacturing plant knows when these peak hours are, they can schedule major production for other time periods and save a significant amount of money.

Moore Industries helps manufacturing plants monitor peak demand with our PWT Watt Transducer. It can be used to help analyze power usage trends and find out when peak demands occur. Plants can shed non-vital loads during these times and reschedule the work for periods where power costs are lower.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

 Moore Industries-Belgium recently found success at the M+R 2015 show in Antwerp. The 37th edition of the show had a 12 percent increase in attendees from the previous show and Belgium Sales Manager René Michiels said that representatives from more than 50 companies came by the booth during the show and the leads are already starting to translate to orders.
Moore Industries-Belgium recently found success at the M+R 2015 show in Antwerp. The 37th edition of the show had a 12 percent increase in attendees from the previous show and Belgium Sales Manager René Michiels said that representatives from more than 50 companies came by the booth during the show and the leads are already starting to translate to orders.
The Moore Industries-Belgium team always goes out of their way to do big things to attract attention at shows and M+R 2015 was no different. This year they hired a magician to be at the booth and perform sleight-of-hand tricks using special Moore Industries playing cards highlighting our exida certified IEC 61508 Functional Safety instruments. People in the crowd were able to keep the cards after the trick was done. According to René, the illusionist was a big hit and helped to bring some excitement to our booth.
Q: I want to transmit temperature readings from 44 different four-wire RTDs over MODBUS using your TMZ PC-Programmable MODBUS Temperature and Signal Transmitter. Can I use the EMM Ethernet/MODBUS Interface Module of the NCS NET Concentrator System® to concentrate the outputs of the TMZ? I would like to have the EMM configured as a MODBUS RTU Master and the TMZs as MODBUS RTU Slaves and then output from the EMM as a MODBUS/TCP to my control system. Can this all be done?

A: Yes it can be. The EMM can be used as a MODBUS RTU Master and query multiple TMZ Modbus RTU Slaves.
If the RTDs are in clusters of four or more you can use an EMM with one or more TIM modules instead of four or more TMZs for a more economical solution. A separate stand-alone EMM MODBUS Master can still be used to poll EMM and TMZ MODBUS Slaves.
The RS485 port of the EMM is used for either MODBUS RTU Master or MODBUS RTU Slave functions. The Ethernet port is used for MODBUS/TCP (Slave only) communications.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
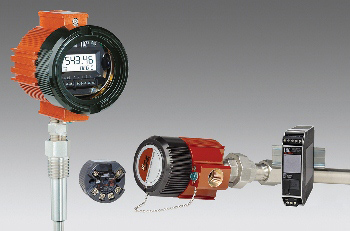
Moore Industries has released an update to the THZ3 and TDZ3 Dual Input Smart HART Transmitter Datasheet. The THZ3 DIN unit now has Non-Incendive/Div 2 approval for use in the United States and Canada. This allows the THZ3 DIN unit to be installed in hazardous field locations closer to the process.
The THZ3 and TDZ3 offers all of the benefits of the previous TDZ2 and THZ2 Smart HART Transmitters but with several advanced features such as a Dual Input for Backup and Failover Protection, Average and Differential measurement and Low or High Select and Device Intelligence for smarter monitoring and control.
Remember that our Download Center remains your best place to find the most recent versions of product data sheets, installation manuals, PC configuration software and Device Description (DD) files, approvals and certificates, CAD drawings and more. Make sure you check that you have the latest version of the information you need.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
The WORM Flexible Temperature Sensor truly is flexible in a number of ways. Not only does it bend to accommodate awkward mounting positions and locations but it also comes with a myriad of mounting options. The new RTI-4 datasheet highlights some of the most common applications for the WORM:
Standard WORM Sensor; Lead Length with Overall Jacket* and Cord Grip
Model Number Example: SEN / CL1.5 / D25 / S316 / -WSPT14 -LL120 –GRIP [SEN]
Uses: Surface measurements where lead wire protection is not needed. Non-abrasive environment.
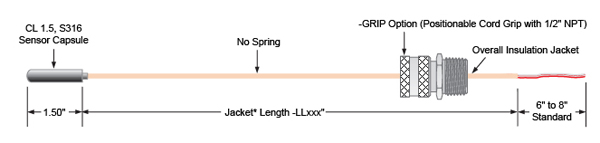
*Jacket Material is Teflon or Braided Fiberglass.
Standard WORM Sensor; Lead Length with Overall Jacket and Spring and Cord Grip
Model Number Example: SEN / CL1.5 / D25 / S316 / -WSPT14 –LL120 –SPR24 –GRIP [SEN]
Uses: Anytime you want the compressed spring to keep the sensor in contact with the well or hot surface. When used with the WORM Nose the spring adds weight to keep the sensor in the Nose. Increased protection of the lead wire against abrasion.
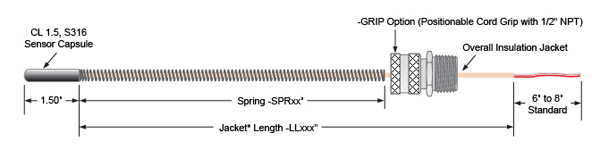
Standard WORM Sensor; Lead Length with Overall Jacket and SS Braid and Cord Grip
Model Number Example: SEN / CL2 / D25 / S316 / -WSPT14 –SSB120 –BOOT –GRIP [SEN]
Uses: The SS Braid provides excellent abrasion protection while maintaining flexibility of the lead wire. The braid and wire can easily round bends and should be used any time you need to pull the lead wire in adverse conditions.
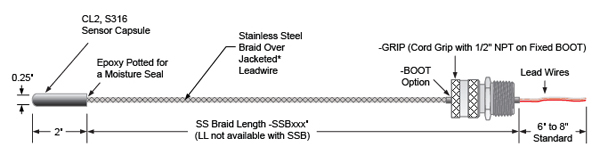
Standard WORM Sensor; Lead Length with Overall Jacket and Flex Armor and Cord Grip
Model Number Example: SEN / CL2 / D25 / S316 / -WSPT14 –FLEX84 –BOOT –GRIP –LL36 [SEN]
Uses: The Flex Armor provides mechanical protection for the lead wire. Used most often with surface mount fittings or when conduit or Panduit are not available for the lead wire. Protects against anything striking the lead wire.
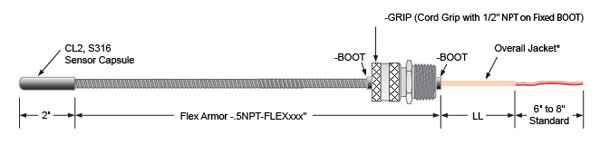
Direct Immersion of WORM Sensor with Flex Armor Cable and Cord Grip
Model Number Example: SEN / WSPT14 / D25 / S316 / -CL2 –FLEX24 –SSF11 –BOOT –GRIP [SEN]
Uses: This compression fluid seal fitting allows you to set the depth of the sensor and then lock it in. The same Flex Armor as above is used to protect the wires.
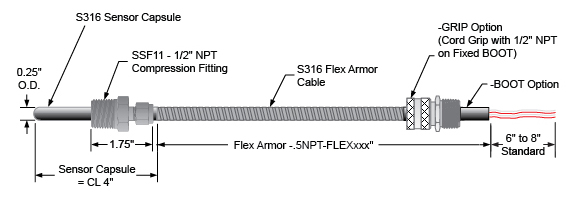
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

ARC Advisory Group posted highlights of its recent ARC Industry Forum to their website. Several sessions focused on the “ongoing automation challenges facing end users across a variety of industrial sectors.” Many of the challenges faced by plant operators involved managing increasingly complex systems – especially when dealing with multiple generations of automation implemented in different stages of a plant’s expansion or refurbishing.
The result is an increasingly varied number of automation technologies deployed in plant settings. While automation professionals recognize the value of automation processes, many people outside of an infrastructure’s automation community do not understand the value of automation or take it for granted. According to ARC Advisory Group, the automation community needs to understand how to communicate the benefits of automation to senior decision makers and other stakeholders.
Moore Industries’ products help companies solve challenges in integrating diverse automation solutions – including plant expansions where installing additional wiring is cost-prohibitive or not possible. A prime example is the NCS NET Concentrator System, which provides a real-time signal gateway between the field or factory floor and your control strategy and is the ideal solution when you need to network new and existing “legacy” process sensors, instruments and final control elements with computer-based monitoring and control systems.
Other Recent Industry News:
Automation World has a piece on the rise of the Field Device Tool (FDT) standard to help establish “a common communication method between field devices and control or monitoring systems that are used to configure, operate, maintain and diagnose intelligent field instrumentation in both factory and process automation applications.” Moore Industries’ THZ3 and TDZ3 Dual Input Smart HART Temperature Transmitters are HART & DTM Programmable with user-oriented basic configuration for fast and accurate setup. They can be programmed or monitored with any FDT compliant host or program, such as PACTware, utilizing our DTM.
Control Engineering explored how using wireless transmitters to take measurements such as flow, pressure, temperature and level in hazardous areas can reduce the time, expense and difficulty associated with installing and maintaining traditional two-wire or fieldbus transmitters.

![]() Moore Industries has released a new video showing how PACTware has been integrated into the range of monitoring and configuration options available with the new THZ3 and TDZ3 Dual Input Smart HART Temperature Transmitters. In the video below, Moore Industries’ Customer Service Director Bob Croughwell walks viewers through the steps needed to setup and monitor transmitters with PACTware
Moore Industries has released a new video showing how PACTware has been integrated into the range of monitoring and configuration options available with the new THZ3 and TDZ3 Dual Input Smart HART Temperature Transmitters. In the video below, Moore Industries’ Customer Service Director Bob Croughwell walks viewers through the steps needed to setup and monitor transmitters with PACTware
The THZ3 and TDZ3 transmitters are DTM and HART programmable with user-oriented basic configuration for fast and accurate setup. Users can program or monitor the transmitters with any FDT compliant host or program – such as PACTware – using the THZ3 and TDZ3 DTM. PACTware is gaining acceptance with customers worldwide who want a consistent and universal way to program, monitor and diagnose field devices.
Q: Do you have or do you know of a product that will filter out AC noise on an unshielded pair of wires carrying a 4-20mA signal over a distance of approximately 400 feet?
Top of Form

A: Any of our isolators have a common mode rejection AC filtering capability and can be used for this kind of application.
One popular and versatile option for this is our ECT line. You can see it for yourself by checking out the datasheet, which contains all three types (input loop powered, output loop powered, and line powered.)
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
If Moore Industries has a secret weapon, it might be our Machine Shop.
The ability to produce our own parts and perform customization to existing products to meet customer specifications is one of the important ways that we set ourselves apart from our competition. The Machine Shop is able to produce a high volume of parts to exacting detail each month thanks to advanced technology and the knowledge and dedication shown by the nine-person team. Learn more about the Machine Shop by watching the video below:
 As record droughts continue across the western United States, having a viable and efficient solution for treating water supplies and wastewater created by industrial applications is essential. Effective treatments can save large amounts of water while problems in water and wastewater treatment can lead to increased costs, reduced water treatment, and even hazardous conditions.
As record droughts continue across the western United States, having a viable and efficient solution for treating water supplies and wastewater created by industrial applications is essential. Effective treatments can save large amounts of water while problems in water and wastewater treatment can lead to increased costs, reduced water treatment, and even hazardous conditions.
Moore Industries has helped many different organizations improve their methods of treating water and wastewater. Whether the water is meant to be potable for public consumption or is being treated for reuse in other industrial applications, our products make operations more efficient and give site administrations more control over the process.
One example is the Onondaga County Water Authority (OCWA) in Central New York, which supplies water from Otisco Lake and Lake Ontario to more than 345,000 retail and wholesale customers. An upgrade allowed operators to upgrade the control room from manual analog control to a fully automated SCADA system utilizing Ethernet and MODBUS network communications.
At the heart of the system was NCS NET Concentrator System®, a solution that employed isolated I/O modules to eliminate signal loop interference on the Ethernet control network. This stopped ground loops and signal aberrations at any location from affecting other measurements in the facility. In addition, the use of a field concentrator makes it easy to connect both existing and new process control signals and sensors to the control strategy. Such an approach expands control schemes by concentrating I/O remotely and significantly reduces wiring costs.
You can read about this in the “Distributed I/O and Remote I/O Solution Improves Performance and Reliability of Water Treatment Plant” white paper available at our website. You can also read the 555 Controller datasheet, which discusses how this product is specifically designed to assist in controlling the amount of chlorine in water and wastewater.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

 Moore Industries-Europe has a new employee. Steve Evans has recently joined the company as a sales engineer in the UK. He will be assisting Moore Industries with sales in the northern part of England stretching from Manchester and Liverpool up to the border with Scotland. Steve brings a wealth of experience to Moore Industries, with more than 25 years of control and instrumentation experience in various sectors in the UK including process plants, power and water utilities, chemicals and food and beverage.
Moore Industries-Europe has a new employee. Steve Evans has recently joined the company as a sales engineer in the UK. He will be assisting Moore Industries with sales in the northern part of England stretching from Manchester and Liverpool up to the border with Scotland. Steve brings a wealth of experience to Moore Industries, with more than 25 years of control and instrumentation experience in various sectors in the UK including process plants, power and water utilities, chemicals and food and beverage.
Steve started his career as an Apprentice Instrument Technician, working on the repair and calibration of instruments related to microwave satellite communication power amplifiers. His experience with ATEX/IECEx certified sensors and systems for use in Hazardous Zone Areas for flow, level, pressure, temperature and gas detection, along with his knowledge of EX product certifications and approvals, will be a major benefit to Moore Industries as we continue to expand our Functional Safety lines in the UK.
“My approach has always been solution selling and putting myself in the place of the customer,” Steve said. “Moore Industries has a range of reliable field interface products with SIL2/3 approvals to ensure that customer processes and systems perform to their optimum capability which is underwritten by their personal support and product knowledge.”
Welcome to the team, Steve!
Q: Could you let me know the specific instances where the Fault Alarm trips on the STA Safety Trip Alarm are used?

A: The Fault Alarm (Alarm #3) is permanently set as a latching fault alarm that will trip if internally diagnosed faults or external faults – such as the loss of sensor or a “bad quality input” – occur. This alarm will trip without affecting the other relays being used to monitor the process. It can be used to warn of a failure without tripping more critical process alarms or shutting down the process.
More information can be found on Page 58 of the STA/TPRG Installation Manual.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Moore Industries’ reps are always hard at work helping customers. Here’s a look at some recent examples of how our reps were able to use Moore Industries’ products to solve their customers’ real-world problems:
- A customer in Salt Lake City, Utah was in the process of expanding their refinery. As part of the expansion, they needed two cabinets with up to 12 DIN transmitters in each and the transmitters needed to be Intrinsically-Safe (I.S.). In addition, there was a larger pending job for 166 field-mount transmitters with displays.
Regional Sales Manager Charlie Fetty worked with salesmen Carl Wilmarth and Scott Anderson at LaTech Equipment to come up with a solution: using a single transmitter for all their needs. The TDZ2 Smart HART Temperature Transmitters with DIN clips were used instead of traditional DIN-mount transmitters. This gave the customer his I.S. certification and the added benefit of the display. For the field-mount application, the TDZ2 was simply supplied with the BH housing. The result was a sale of almost $85,000.
- DanCo Systems has sold more than 100 microNCS MODBUS RTU Master and Distributed I/O Systems to a small oil production company near St. Louis. The oil company uses the microNCS as a data collection device for oil tank levels, flows and pressures. They communicate via wireless radios to a central operations building miles away from the field. DanCo builds remote boxes that go onto the well pads using the microNCS, radios and other conditioning instruments.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
 The giant tanks at Cushing, Okla. – the largest crude oil hub in North America – were only at 25 percent capacity just seven months ago. But Bloomberg Business reports that the same tanks are now nearing record levels, having gone from 18 million barrels in late July to 51 million barrels.
The giant tanks at Cushing, Okla. – the largest crude oil hub in North America – were only at 25 percent capacity just seven months ago. But Bloomberg Business reports that the same tanks are now nearing record levels, having gone from 18 million barrels in late July to 51 million barrels.
The primary reasons? Oil production has continued at high rates because oil trading companies are stashing crude oil while prices are low. Crude oil is trading at around $50 a barrel after being as high as $100 a barrel last summer. Traders are stockpiling in an attempt to sell their reserves once prices climb from their current levels. However, several factors indicate that prices may not rise soon and in fact could fall even further.
This is not just a financial concern for oil trading companies – it’s also a potential safety risk. Incidents such as the Buncefield fire in 2005 have shown that overfilled oil tanks can have devastating consequences. The current unprecedented levels of tank storage in North America means that the safety measures instituted after Buncefield are being tested more rigorously than ever before.
If tank overfill is a concern for your business, you need to read the “Logic Solver for Tank Overfill Protection” white paper from Moore Industries. It shows some of the logic solver possibilities available to a designer of a Safety Instrumented System (SIS) tank overfill protection system. This includes using a single loop logic solver such as the STA Safety Trip Alarm rather than a safety PLC. This is a simpler and more cost-effective approach that is sufficient in many instances. The “Logic Solver for Tank Overfill Protection” white paper discusses specific benefits of a single loop logic solver. It also provides a general step-by-step procedure to define and evaluate an SIS.
Do you want more product information? Download the STA Safety Trip Alarm data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
 Moore Industries’ SSX and SST Safety Isolators and Splitters have achieved Factory Mutual (cFMus) approval as a Non-Incendive apparatus. This allows the products to be used in Class I, Division 2, Groups A, B, C and D Hazardous “Classified” Areas in both the United States and Canada. The SSX and SST are part of the Moore Industries FS FUNCTIONAL SAFETY SERIES and provide reliable isolation and signal conversion in potentially hazardous environments.
Moore Industries’ SSX and SST Safety Isolators and Splitters have achieved Factory Mutual (cFMus) approval as a Non-Incendive apparatus. This allows the products to be used in Class I, Division 2, Groups A, B, C and D Hazardous “Classified” Areas in both the United States and Canada. The SSX and SST are part of the Moore Industries FS FUNCTIONAL SAFETY SERIES and provide reliable isolation and signal conversion in potentially hazardous environments.
The two-wire (loop powered) SSX and four-wire (line/mains powered) SST have been certified by exida for single use in Safety Instrumented Systems up to SIL 2. With the new cFMus certification, the SSX and SST can now be used in both General (safe) and Hazardous Locations. This means that the SSX and SST can be used in process areas and industries where potentially explosive gases and vapors may be present including:
- Oil and natural gas refineries
- Offshore oil and gas rigs
- Chemical, petrochemical and pharmaceutical plants
The SSX and SST are ideal products for use in settings where safety is critical. They protect safety systems by isolating an SIS from basic process control or monitoring systems so that disconnections or other failures don’t impact the safety system. They also have 1500Vrms of isolating capability to protect safety I/O cards and systems from surges, spikes and transients in the field. Standard 20V/m RFI and EMI protection stops the harmful effects caused by radio frequencies and electromagnetic interference.
Do you want more information? Download the data sheet.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
A plant upgraded to new Smart HART® field transmitters but was still using their original field-mounted isolators. This meant that engineers in the control room were unable to access the HART transmitters – mitigating the benefits of performing the upgrade.
Moore Industries solved this problem with an installation of SSX HART Isolators. They offer full isolation and seamless HART communication capabilities with field transmitters including:
- Unlike traditional isolators, the SSX allows the HART signal to "pass" through so that critical HART diagnostic data can be read from the control room.
- HART PV data and status information is available at any termination point on both sides of the isolator..
- Calibration, field configuration or interrogation of the HART field transmitter can be accomplished from the host control system or asset manager..
The two-wire (loop powered) SSX and four-wire (line/mains powered) SST are part of the FS Functional Safety Series from Moore Industries and are exida-approved for use in an SIS up to SIL 3 in monitor mode, where only the input circuit is part of the safety function. For single use mode, the SSX and SST are approved for use in an SIS up to SIL 2.
Find out more information about our complete line of Smart HART Transmitters, Monitors and Interfaces at our website.
Moore Industries knows that you rely on our datasheets to have the most complete and up-to-date information possible about our products. That’s why we are always updating the Interface Solution Download Center with the latest versions of our datasheets featuring new information and clarifying existing product details.
The latest round of datasheet updates clarifies the types of materials used in our housings. The ordering information for these datasheets now specifies which metals are used in specific housings for the products.
Products with updated datasheets are:
Remember, the Interface Solution Download Center is your one place to go for the most up-to-date datasheets, manuals and other product information. Make sure you check the site regularly for updates to ensure you have the most current specifications, ordering information and other product details.
 The new IPX2 video shows how the Current-to-Pressure (I/P) transmitter’s removable electronics reduces production interruptions caused by liquid slugs entering the supply line or the transmitter itself. But the removable electronics is just one key feature of this product. Here’s a look at some other product features of the IPX2:
The new IPX2 video shows how the Current-to-Pressure (I/P) transmitter’s removable electronics reduces production interruptions caused by liquid slugs entering the supply line or the transmitter itself. But the removable electronics is just one key feature of this product. Here’s a look at some other product features of the IPX2:
- Explosion-Proof and Intrinsically-Safe Certifications:The IPX2 carries certifications for installation in Class 1, Div 1, and Zone0/1 areas, making it a popular choice for oil and gas applications in hazardous settings.
- Approved for Use with Natural Gas:Special design, construction and materials allow the model IPX2 with the -NG1 or -NG2 option to be used with natural gas as its pneumatic supply (commonly referred to as sweet gas consisting of up to 20ppm of H2S).
- Multiple Input and Output Ranges: The IPX2features 4-20mA or split range inputs and 22 direct and reverse output ranges including a standard switch-selectable reverse output.
- Low Air Consumption and High Output Volume: The IPX2outputs as much as 300SCFH and consumes as little as 0.08SCFM.
- Clog Resistant Filtered Nozzle and Orifice:A larger orifice, combined with an easily replaceable internal filter protects against clogging caused by debris.
- Accurate and stable:Featuring exceptional ±0.25% of span accuracy and six-month stability, they are ideal for precise applications in difficult to access locations.
More information about the IPX2 is available on our website. You can also visit our site to learn more about our entire line of I/P and P/I products.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

 One of the advantages of the WORM Flexible Temperature Sensors is that they can be mounted in so many different ways.
One of the advantages of the WORM Flexible Temperature Sensors is that they can be mounted in so many different ways.
This is especially true if you need a skin (surface) temperature measurement. Moore Industries offers a variety of ways that you can clamp, bolt, weld or magnetically affix a WORM anywhere that a skin temperature measurement is needed.
Now you can access one datasheet to help you unlock all of the different skin temperature measurement options available with the WORM. The new RTI-4 datasheet has all of the information you need to make the right choice for your application. Items covered in the datasheet include:
- Multiple Mounting Options: As previously covered in the blog, the RTI-4 datasheet includes information on mounting options such as PAD Mounting, Exposed Air Thermowells and Protection Tubes, BAYONET Pipe Mounts, Remote-Mounted Sensors with Terminal Blocks and PIPE and TANK Mounts
- The WORM Nose: Ordering a lengthy assembly to measure temperatures – such as at the bottom of a tank – means expensive shipping costs. This can be avoided by using the WORM Nose option, which secures the sensor snugly at the bottom of an assembly that can be created on-site
- Flex Armor Cable: Adding a Flex Armor cable cover and fittings allow the WORM to easily fit into a standard threaded thermowell, increasing the flexibility and protection of the product.

The RTI-4 datasheet also has extensive ordering information to help you select the right WORM sensor along with a mounting option.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Moore Industries’ operations are dedicated to providing customers with solutions to their process control problems. This often means getting products to the field quickly. Here’s a quick look at the important role our Finished Goods Inventory (FGI) plays in the process:
Oil Surplus Puts Squeeze on Tank Levels
BloombergBusiness reports that falling prices combined with steady production means that crude oil storage capacity is beginning to become squeezed across North America. Prices for crude oil have fallen from $100/barrel to $50/barrel in recent months and trading companies are buying large quantities and storing it with the hope of selling it at a later time after prices rise.
The problem is that domestic oil production has not slowed down despite the low crude oil prices, putting a strain on storage capabilities. BloombergBusiness says that storage tanks in the Midwest are at about 70 percent of capacity while tanks in the East Coast are around 85 percent full. This means that tanks could quickly reach the edge of their capacity or that crude oil could also be stored in lines as well as tanks.
This pressure on crude oil storage could potentially create dangerous tank overfill situations. In these instances, companies need to have effective Functional Safety measures in place in order to prevent potentially catastrophic accidents. You can read more about how a single-loop logic solver such as our STA Safety Trip Alarm can provide protection by downloading our Logic Solver for Tank Overfill Protection white paper.
Other recent industry-related news:
- AutomationWorldExecutive Editor Aaron Hand wrote about the advantages of integrating control and safety functions. The article quotes ARC Advisory Group as pointing out advantages of integrated control and safety including “lower engineering and lifecycle costs, lower training and maintenance expenses, easier time synchronization and improved asset and event management.” However, challenges created by an integrated control and safety approach include “increased risk of common cause failures, the need for careful design to make sure that a BPCS failure does not affect the SIS and greater management challenges.”
- Control Engineering presented highlights from a recent ISA panel on the benefits of High-Performance HMI (HP-HMI). Panelists agreed that an effective HMI makes operators more aware of the situation at the plant or control location and better equipped to make important decisions.
- CONTROL ran a beginner’s guide to differential pressure level transmitters. The article showed how these transmitters work and why they are so important in eliminating overflow issues caused by high levels or pump damage caused by low levels.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
The IPX2 Current-to-Pressure (I/P) Transmitter is approved to work with either instrument air or natural gas as a supply medium. When an I/P transmitter is installed on a natural gas line and used for the supply medium, liquid slugs can often enter the supply line and the transmitter itself. Depending on the size and duration of the slug, the I/P transmitter’s electronics may need to be removed for cleaning and draining or completely replaced. The IPX2 Current-to-Pressure (I/P) Transmitter is approved to work with either instrument air or natural gas as a supply medium. When an I/P transmitter is installed on a natural gas line and used for the supply medium, liquid slugs can often enter the supply line and the transmitter itself. Depending on the size and duration of the slug, the I/P transmitter’s electronics may need to be removed for cleaning and draining or completely replaced.
A new video produced by Moore Industries shows how the IPX2reduces production interruptions caused by liquid slugs. Available for viewing at the Interface Solution Video Library, the video shows how a field engineer or technician can quickly remove or replace the electronics module in the IPX2 with some simple tools. Within a few minutes, an electronics module can be removed for maintenance or replaced entirely by a new unit.
The video features Moore Industries engineer Rolando Toledo leading a step-by-step walkthrough of how to remove the electronics module of the IPX2 using a 3mm Allen wrench and a small Phillips head screwdriver. Rolando presents easy-to-follow steps for safely removing the electronics module without damaging any elements.
Along with showing how to remove the electronics module, the video also shows how the IPX2 minimizes the risks of debris entering the unit. It has been designed to be clog-resistant, with a large orifice and an easily replaceable internal filter that protects against clogging caused by debris.
Other Videos Available at the Interface Solution Video Library
- TRUNKSAFE Fault-Tolerant Fieldbus System from MooreHawke
- Natural Gas and Oil Wellhead Application
- WNM Wireless Network Module
- The WORM Flexible Temperature Sensors
- STA Safety Trip AlarmNCS NET Concentrator System®
 Whether you call them signal isolators, signal converters or signal interfaces, these useful process instruments solve important group loop and signal conversion challenges every day. Just as important, they are called upon to share, split, boost, protect, step down, linearize and even digitize process signals. Find out what Signal Conditioners Can Do For You. Get a copy of our new white paper Signal Isolators, Converters, and Interfaces: The "In" and "Outs".
Whether you call them signal isolators, signal converters or signal interfaces, these useful process instruments solve important group loop and signal conversion challenges every day. Just as important, they are called upon to share, split, boost, protect, step down, linearize and even digitize process signals. Find out what Signal Conditioners Can Do For You. Get a copy of our new white paper Signal Isolators, Converters, and Interfaces: The "In" and "Outs".
The microNCS MODBUS RTU Master and Distributed I/O System provides a real-time gateway between the field or factory floor and your control strategy. The newest member of our NCS NET Concentrator System® family of intelligent distributed I/O, the microNCS delivers four or eight analog inputs, four discrete inputs, and dual MODBUS RTU ports that can be configured as MODBUS master ports. Read More
With our new TCS Temperature Concentrator System™ Multi-Channel Transmitter, you can "concentrate" up to 32 signals onto one network and economically transmit the data long distances via HART or MODBUS RTU digital communications.
For fast and simple set up, our new precision HTZ Smart HART Humidity and Temperature Transmitter can be programmed and queried from any point on the 4-20mA wires using a standard HART Communicator. It’s the ideal humidity measurement solution for industrial, commercial, manufacturing, and HVAC applications.
Performing maintenance, repairs and upgrades at modern power plants is often challenging. Many power plants are built on instrumentation from companies that no longer exist or that use technology that has become outdated. Updating plants with new technology that can improve performance and reliability can be challenging and cost-prohibitive.

Moore Industries has a full range of instrumentation that can help power plants manage their transition to modern technology. One product detailed in our Automation and Instrument Solutions for Power Plant Applications line card is the NCS NET Concentrator System®.
The NCS reduces wiring costs at older power plants by concentrating analog and discrete signals in peer-to-host and peer-to-peer architectures. The NCS can be used to send just a few, or hundreds, of process signals between the field and your control system, making it an ideal solution for creating new monitoring and control networks or for when you want to leave existing “legacy” sensors, analog instruments and valves in place, yet still take advantage of digital signal transmission.
Along with consolidating wiring, the NCS can help with several issues specific to power plants:
- Continuously monitor boiler tube temperatures for efficiency and provide alarms to warn of trouble in the event of overheating.
- Accurately monitor burner tip temperatures with industry-standard S-, R- and K-type thermocouples.
- Keep track of remote cooling pump temperatures even in high or low ambient conditions of -40°C to +85°C (-40°F to +185°F).
- Track oil tank levels in tank farms in oil-fired power plants.
- Monitor pH and conductivity to reduce tube oxidation and calcium deposits that strain flow and cause overheating.
To see more ways that the NCS and other Moore Industries products can boost the productivity and safety of power plants, download the Automation and Instrument Solutions for Power Plant Applications line card.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

The oil and natural gas industries rely on Moore Industries to provide them with solutions to a wide range of problems. From warning of potential safety threats over great distances to using natural gas as a pneumatic supply for current-to-pressure (I/P) transmitters at a remote site, our products allow engineers to design oil and natural gas systems that are more affordable, efficient and safer.
Want an example? New regulations forced multinational oil and gas company ENI to develop a communications link between the Devil’s Tower oil platform in the Gulf of Mexico and a drill ship more than 100km away to initiate an emergency shutdown in case of a serious event such as a “dropped object” impacting a submerged pipeline. At the same time, ENI needed a system that would not lead to false shutdowns that can cost $100,000 a day in lost production.

To meet its communications challenges, ENI developed a system across its Ethernet network using the NCS NET Concentrator System® mounted on DIN rails. Using an Ethernet Interface Module in the control rooms of the oil platform and drillships, the drillship operator can use a push button switch to sound a klaxon horn at the oil platform control room to alert them of a potential threat. In addition, if communications are lost between the drillship and the platform and human operators are not available to respond, a shutdown procedure is automatically triggered.
You can read more about ENI’s installation of the NCS by downloading this white paper.
Another example of how many companies are using Moore Industries’ applications can be seen in the video below. It shows how our HCS HART® Concentrator System saves money and time by consolidating wiring and reducing power consumption at remote natural gas and oil production sites.
These are just a few of the many examples of Moore Industries’ products that are capable of solving problems specific to the oil and natural gas industries. For a more in-depth look at the full breadth of our solutions, make sure to check out our Oil and Natural Gas Well Head Line Card.
 The WORM Flexible Temperature Sensor solves many installation problems associated with rigid temperature sensors. The WORM is simple to install and can be trimmed to fit into almost any application. It also can bend to accommodate awkward mounting positions and locations and it is completely embedded in the thermowell to ensure no outside influences affect the temperature measurements.
The WORM Flexible Temperature Sensor solves many installation problems associated with rigid temperature sensors. The WORM is simple to install and can be trimmed to fit into almost any application. It also can bend to accommodate awkward mounting positions and locations and it is completely embedded in the thermowell to ensure no outside influences affect the temperature measurements.
Multiple mounting possibilities are available which also help to make it easier to install the WORM in almost any application where a skin (surface) temperature measurement is required. The new RTI-4 datasheet highlights some of the mounting options that can help to solve real-world installation problems:
PAD Mounting
The PAD completely surrounds the WORM, shielding it from external interference and providing maximum heat transfer to the sensor. This can be done through welding or bolting a PAD (-PAD option), attaching a Clamp PAD (-CLAMP) or affixing it via a magnetic pad (-MPAD).Exposed Air Thermowells and Protection Tubes
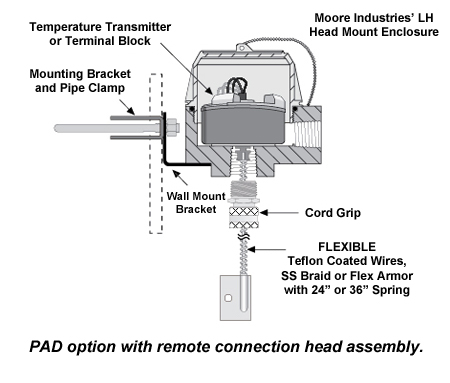
Both Exposed Air Thermowells (-EXP) and Protection Tubes (-PTB) are equipped with ½-inch NPT connections for mounting to a transmitter, field-mount enclosure or pipe. The -EXP is ideal for measuring both indoor and outdoor ambient temperatures. The perforated tube allows the sensor to have access to the open air while reducing the unwanted measurement fluctuations caused by air circulation. The -PTB is a sealed tube with a thinner wall for penetration in low-impact processes with low velocities or low pressure when you want faster responses than a thermowell can deliver.
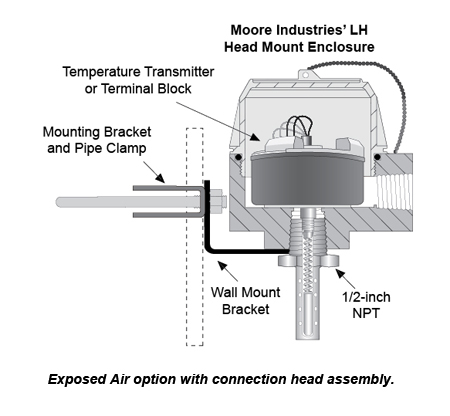
BAYONET Pipe Mounts
The BAYONET (-BAY) option is a clamp-on pipe band mount designed to accommodate heavily insulated applications. The sensor extension allows for installation where the insulation is up to two inches thick.
Remote-Mounted Sensor with Terminal Block
Use a Remote-Mounted Sensor with Terminal Block (-RM) to remove the display from your process. The -RM comes with two housings: a transmitter in the specified connection head and a terminal block enclosed in an additional connection head with your selected sensor and fittings attached. With the -RM you can position your sensor in the heart of your process while keeping your transmitter in an easily accessible area.
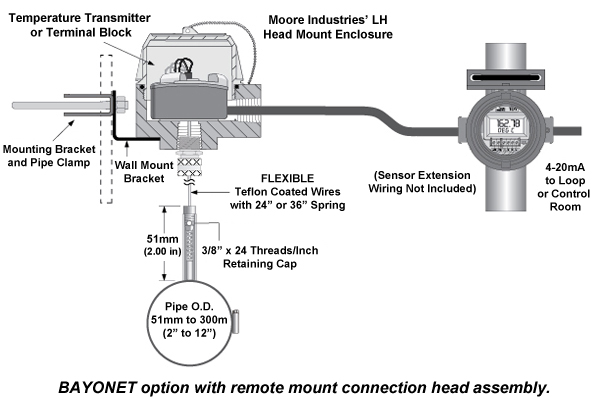
PIPE and TANK Mounts
When you need to clamp a sensor to a pipe, you can use the PIPE (-PIPE) mount. Or you can order a TANK (-TANK) mount to weld the WORM into place, securing the spring-loaded sensor tip directly against the surface on which the temperature measurement is needed. With both mounts, the spring-loaded sensor is completely encased and features a flat tip, creating the best environment for maximum heat transfer to the probe.
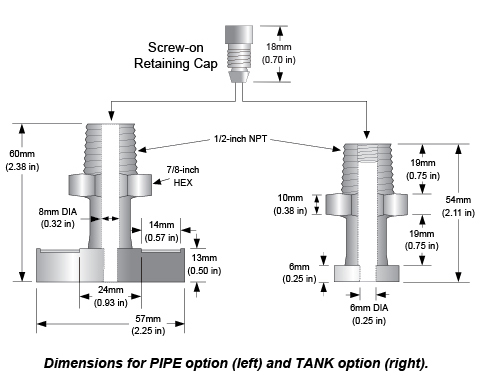
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
 Senior Applications Engineer J. R. Madden has extensive experience with all things relating to temperature. In this recurring feature, he'll address common customer issues and Moore Industries' solutions.
Senior Applications Engineer J. R. Madden has extensive experience with all things relating to temperature. In this recurring feature, he'll address common customer issues and Moore Industries' solutions.
Q: Do I need to order anything differently if I’m measuring cryogenic temperatures?
A: When measuring temperatures below -10°F, readings are more stable and accurate when a wire-wound RTD element is used. Typical thin-film RTD elements do not perform well at these extreme temperatures.
Q: What about measuring temperatures above 850°F with an RTD? Should I specify a thin-film or wire-wound RTD element?
A: When using RTDs to measure temperatures above 850°F, we recommend using a wire-wound RTD element that is specially built to handle these high temperatures. Many thin-film RTD elements will experience high failure rates at these temperatures.
If you require an RTD sensor for these temperature extremes, order a wire-wound (-WW option) element to ensure the best sensor performance and longevity.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
![]()
Moore Industries is now a member of PACTware, a consortium dedicated to developing and maintaining manufacturer and Fieldbus-independent software for operating field instruments.
The company has integrated PACTware into the range of monitoring and configuration options available with the new THZ3 and TDZ3 Dual Input Smart HART Temperature Transmitters.
The THZ3 and TDZ3 transmitters are both HART and DTM (Device Type Manager) programmable. They can be easily programmed and interrogated from anywhere at any time on a 4-20mA loop. This can be done with a standard HART handheld communicator, a HART-compatible host or with any FDT (Field Device Tool)-compliant host or program such as PACTware utilizing Moore Industries’ DTM.
The PACTware software can be downloaded directly from Moore Industries website Download Center - Software and can be used with any manufacturer’s DTM. This utility provides comprehensively advanced programming capability for thorough transmitter configuration.
The THZ3 and TDZ3 are the first Moore Industries products to use an FDT-complaint host with a DTM, which lays the foundation for utilizing PACTware with all future smart transmitters. Using an FDT host such as PACTware with a DTM is quickly becoming a worldwide standard as customers search for a universal method of programming, monitoring and diagnosing their field instruments. FDT/DTM technologies eliminate problems caused by vendors having different software programming packages or programming for multiple protocols (such as HART, FOUNDATION Fieldbus, and PROFIBUS PA).Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
 The THZ3 and TDZ3 Dual Input Smart HART® temperature transmitters are full of new features that provide more reliability and a higher degree of measurement accuracy. If you are looking at new temperature transmitters or are thinking about upgrading from your existing temperature transmitters, they are an ideal solution.
The THZ3 and TDZ3 Dual Input Smart HART® temperature transmitters are full of new features that provide more reliability and a higher degree of measurement accuracy. If you are looking at new temperature transmitters or are thinking about upgrading from your existing temperature transmitters, they are an ideal solution.
Want to know why you should consider the THZ3/TDZ3 temperature transmitters? We’ve come up with a “six-pack” of reasons:
1. Backup and Fail-Over Protection
The dual sensor inputs of the THZ3 and TDZ3 provide backup and fail-over protection. One sensor can be set as a backup for the other in case of a sensor failure. The transmitter automatically switches to the backup sensor so that the customer never loses their critical measurement. You can even use two different sensor types such as an RTD as the primary sensor and a thermocouple as the secondary sensor.
2. Average and Differential Measurement
Average the readings from two sensors, such as in a tank where stratification is a concern. Differential measurement allows you to monitor a temperature differential across a heat exchanger, for example, or for BTU calculations.
3. High-Select and Low-Select
You can use two sensors and select with the higher or lower of the two as a basis for control in processes that cannot tolerate running hot or cold. High-Select and Low-Select enables you to reduce the chances of an over-temperature or under-temperature condition occurring.
4. Device Intelligence
With the Device Intelligence feature set, you have a wide array of options for smarter control and monitoring including:
- Sensor drift and corrosion detection checks and alerts users when the sensor is drifting out of a preset range or when the resistance due to corrosion exceeds set parameters.
- Smart range alarms with four HART alarms – set to any input or calculated input –detect when the variable is within or outside of user preset limits.
- A High Availability option that enables the selection of how the AO behaves when there is an input failure or out-of-range value detected by the transmitter. This prevents nuisance alarms on startups or batch process shutdowns.
- Input simulation capability allows manual input of a direct or calculated value. This essentially simulates a real input, allowing users to test the AO or any HART diagnostic and range alarms.
5. Configuration Using PACTware and DTMs or using the HART DD
The THZ3 and TDZ3 transmitters are DTM and HART programmable with user-oriented basic configuration for the fast and accurate set. You can program or monitor the transmitters with any FDT compliant host or program – such as PACTware (available on our website along with a tutorial video) – using the THZ3/TDZ3 DTM. The FDT/DTM standard is widely used by customers worldwide who want a consistent and universal way to program, monitor and diagnose field devices.
Using the FDT/DTM gives you access to a range of setup and diagnostic features including:
- Programmable span, zero and input type values.
- Adjustable sensor trims offsets to compensate for measurement errors caused when a sensor is not performing to its rated curve specifications.
- Setting a damping time between 0-60 seconds to eliminate imprecise readings caused by noise and other insignificant process fluctuations.
- Viewing of real-time process values.
6. Trimming and Programming Custom Curves
The THZ3 and TDZ3 go beyond other sensor’s trimming capabilities by allowing trimming with two data points within the selected zero and span measurement range. This advantage allows a complete process range to be monitored while placing measurement emphasis on a specific segment of the range most critical to the process.
Beyond trimming, you can create up to four custom curves and apply them to any available device variables in the THZ3/TDZ3. You can program several properties for each curve including the number of active points in the custom curve, units of the inbound data to be processed by the curve (X values) and units of the outbound data that is the result of processing by the curve (Y values).
These are just some of the best new features in the THZ3/TDZ3.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I am installing 24 SPA RTD transducers (Model: SPA/RTD/2PRG/U/-AO [DIN]) and I have a question about how the 4-20mA is powered. They are currently wired as loop-powered and I would like to confirm that this model supports loop-powered field devices.

A: The SPA/TPRG/2PRG/U/-AO [DIN] supports both source and sink mode on its current analog output. The default setting for the AO (analog output) is 4-20mA with the loop voltage sourced from the SPA. Please see Figure 4 in the SPA installation manual for changing the AO (analog output) to Current Source/Sink or a Voltage output.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I need to order an FDY transmitter for monitoring up to 13600 Hz from a magnetic pickup on a gas turbine for speed indication. Do you recommend the PRG or 10-250V input option?
A: Either model is compatible with the frequency you mentioned. The PRG input is normally correct for magnetic pickups. Some will put out a pulse voltage above 30Vac (the maximum for the PRG input), but this can be lowered by moving the pickup farther from the target. Use the 10-250AC input if you are certain that the voltage pulse will be above the PRG’s upper limit. But with this model, the pulse must be at least 10Vac.
Please note that the 10-250Vac input is not available with I.S. approvals.
Model Examples:
FDY/PRG/4-20MA/12-42DC [HP]
FDY/10-250AC/4-20MA/12-42DC [HP]
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q: I need to purchase some of your HIM Smart HART Loop Interfaces and Monitors. Do these come in an enclosure or only in a DIN-rail mount that we have to mount inside of an enclosure?

A: The HIM is in a DIN-rail mounted package for installation in protected areas. However, we also offer a line of enclosures specifically designed for DIN-rail mounted devices such as the R-BOX. When ordering the HIM, you can specify the 3” wide R-BOX:
Example: HIM/HART/2AO/24DC [R3H]
If you need to install a number of HIMs in a wider R-BOX, order the HIMs and appropriate R-BOXes as separate items.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

“A Practical Guide to Temperature Measurement Accuracy,” the latest webinar from Moore Industries, was held on February 5.
Hosted by National Sales Manager Gary Prentice, the webinar focused on tips for getting the most accurate temperature readings possible. Selecting the right sensors, transmitters and 4-wire RTDs not only improves accuracy but also reduces drift, which means less frequent calibrations or verifications and a decrease in operating expenses. Gary also discussed eliminating errors caused by lead wires, environmental influences, and measurement errors. As usual, Gary did a great job taking complex topics and making them easy for everyone to understand.
If you were not able to attend the webinar or would like to forward the webinar to a colleague or friend, we’ve made it available online.
 Moore Industries has published a new white paper on an application using the WORM Flexible Temperature Sensors to measure the temperature of molasses during the production of beet sugar. Using the WORM as a replacement for standard thermowells allow site engineers to get more accurate temperature readings and maximize the amount of sugar recovered from the molasses.
Moore Industries has published a new white paper on an application using the WORM Flexible Temperature Sensors to measure the temperature of molasses during the production of beet sugar. Using the WORM as a replacement for standard thermowells allow site engineers to get more accurate temperature readings and maximize the amount of sugar recovered from the molasses.
American Crystal Sugar Company struggled with getting accurate temperature readings of molasses created during the process of extracting beet sugar. The molasses ran about 1 1/2-inches thick at the bottom of a pipe. Using a standard straight thermowell and a solid sheathed RTD sensor meant that the thermowell and sensor were only partially submerged. This led to inaccurate temperature measurements.
This was fixed by creating a custom thermowell with from 3/8-in. stainless steel tubing with a gentle bend at the end. A WORM RTD sensor was inserted into the end of the tubing. This allowed the tip of the sensor to be angled so that it was fully submerged in the molasses. The result is that site operators are able to get highly accurate temperature readings, which allows them to adjust their processes to extract more sugar from the molasses.
The Moore Industries Model 555 Controller handles the most sophisticated and demanding chlorination and dechlorination applications including complicated compound loop control. However, compound control is not needed in many instances. In numerous plants, chlorination and dechlorination control can be effectively accomplished using much simpler flow proportioned chemical feed control.
When running flow proportioned control, manually tweaking the chemical feed pump is accomplished by changing the Dose Setting. The Model 555 implements flow pace control and provides manual control of Dose.
 Reasons to Use the 555 Controller:
Reasons to Use the 555 Controller:
- The 555 can be mounted in the control room and provide manual Dose Control without requiring travel to the pump house.
- If you are now implementing Dose Control by manually adjusting the pump stroke, you can give up that practice. Set the stroke long to improve control and better eliminate air entrainment and use the Model 555 Controller to adjust chemical feed through the pump’s speed control.
- Are you moving to peristaltic pumps for broader chemical feed rangeability, for reduced maintenance or to eliminate off gas binding? Peristaltic pumps don’t give you convenient Dose Control but the Model 555 will.
- The 555 does the trick if you are already using peristaltic pumps and need to manually adjust Dose to compensate for decreased flow from normal tubing wear.
How the 555 Controller Works:
- The flow signal from the plant transmitter is wired into the controller and the controller is configured for the Flow Pace Mode.
- When configured for Flow Pace Control, the 555 Controller’s Output = Flow x Dose
- We recognize that operators do not (or should not) deal with the chlorination controllers regularly. The 555 Controller’s functionality is limited to make user interface as simple as possible and to limit the possibility of adjustment errors. The only active keys are the Display Button and the Up/Down Arrows while all other keys are “locked out”.
- When the display shows the Dose Setting, the Up/Down arrows will change the Dose multiplier. This then changes the controller output and chemical feed rate.
Learn more about our 555 Controller and our entire line of Process Controllers, Monitors and Backup Stations at our website. You can also download a PDF version of this article from the White Papers and Articles section of our site.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.

The SPA2IS end-users love this feature. Watch this tutorial to learn how to set it up.
Q. We are looking for a signal isolator. We need an input of 0-5VDC, output 4-20mA and the unit needs to be output loop powered. What do you recommend?

A. The ECT is available with an input 0-5VDC, you’ll need to specify when ordering. The ECT DIN-style signal isolator, converter, repeater, booster and splitter feature solid metal housings that stand up to continuous, daily rigors of process control and factory automation applications. The 2-wire, output-loop powered ECT operates on 12-42DC. A 4-wire, line powered model is also available if voltage outputs or large output drive capabilities are required.
SIY DIN-style signal isolators can also perform the same function and they are PC configurable. The highly versatile SIY programs to accept a wide range of current or voltage inputs. It outputs an isolated, proportional, 4-20mA signal. This 2-wire (loop-powered) transmitter programs in seconds to handle a wide range of important signal interface applications. If field installation is required for your signal converter, the SIY is also available in a weatherproof or hazardous area enclosure. A configuration cable is required to utilize the PC programming capability of the SIY. Use either a Serial RS232 cable with 9 pin connector or USB cable made by Moore Industries.
Another DIN-style mount option is the MIX. The model MIX is also a 2-wire (loop powered) 2-channel or 4-channel isolator/converter. The 2-channel MIX provides conveniently-located DIP switches for selecting input types of 4-20mA, 0-5V, 1-5V or 0-10V for each channel.
Read more about the ECT, SIY and MIX.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
Q. I need to boost a 4-20mA signal to get a Fisher FIELDVIEW DVC6200 to respond to a control signal. What could I use?
Q. On a 4-20mA gas detector, while we replace the cell, the output reverts to 3mA. This causes the device receiving the 4-20mA signal to go into a critical alarm condition and can shut down a critical process. What device do you have that will keep the output at no less than 4mA?
It would also be convenient to have this instrument provide me with a 'relay alarm contact output' when my input goes to 3mA. It can be 24Vdc or 120Vac. It should be in a DIN housing.

A. Moore Industries CPT PC-Programmable Temperature Transmitter and Signal Isolator/Converter CPT/HLPRG/0-20MA/117AC*/-C [DIN] can be used for this application. A configuration cable is required to utilize the PC programming capability. The selected model will have the functions of the signal repeater with an alarm relay output. You can set the alarm fault relay to trigger at your choice of input signal level below 4mA.
The CPT has a menu selection for upper and lower limits. You can set 3.9mA low limit there.
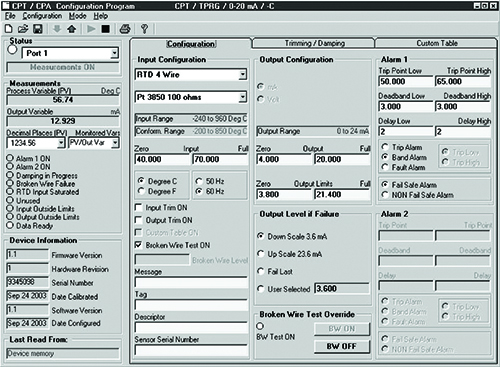
The SPA2 upper and lower limits must be defined by setting up a “custom curve” lookup table which (below), in this case, will be 5 points where in = out. By using the custom curve table, the output will not go below the lowest ordered pair or above the highest ordered pair. In this case it will define the lower output limit.
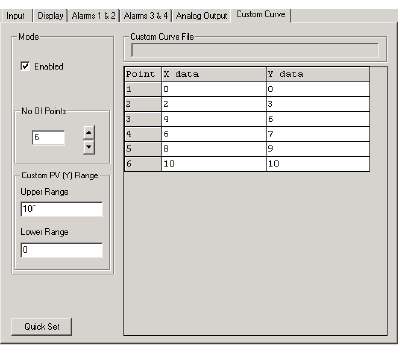
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
![]() When you need to interface field processes with computer-based systems, readout equipment, and other instrumentation, our temperature transmitterstransmitters sensors and assemblies, isolators and repeaters, alrm trips, remote I/O, service and experience help you do it efficiently, cost-effectively, and more safely than ever with our growing family of Functional Safety solutionss.
When you need to interface field processes with computer-based systems, readout equipment, and other instrumentation, our temperature transmitterstransmitters sensors and assemblies, isolators and repeaters, alrm trips, remote I/O, service and experience help you do it efficiently, cost-effectively, and more safely than ever with our growing family of Functional Safety solutionss.
 The SIL3 capable SLD features a large integral display that shows real-time process status in mA, percent, or any designated 5-character Engineering units (EGU). The latest addition to the Moore Industries’ FS Functional Safety Series products, it is certified by exida® as a SIL3 capable, non-interfering device for use in a safety loop. The SLD is the perfect solution to accurately and reliably display process status in a safety loop, and features the Loop Maintenance Diode Option which allows it to be removed from the safety loop without affecting the integrity of the safety function. Find out more here.
The SIL3 capable SLD features a large integral display that shows real-time process status in mA, percent, or any designated 5-character Engineering units (EGU). The latest addition to the Moore Industries’ FS Functional Safety Series products, it is certified by exida® as a SIL3 capable, non-interfering device for use in a safety loop. The SLD is the perfect solution to accurately and reliably display process status in a safety loop, and features the Loop Maintenance Diode Option which allows it to be removed from the safety loop without affecting the integrity of the safety function. Find out more here.