
Problem: We have a project to expand our plant that includes monitoring of many non-isolated process signals. We’re looking for high-density DIN mounting, low cost and high performance.
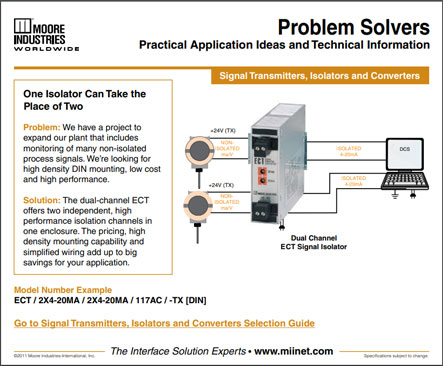
Solution: The dual-channel ECT offers two independent, high performance isolation channels in one enclosure. The pricing, high density mounting capability and simplified wiring add up to big savings for your application.
Model Number Example
ECT / 2X4-20MA / 2X4-20MA / 117AC / -TX [DIN]
Problem: Our compressor station uses a 24Vdc battery as the primary source for powering process instruments. We’d like to monitor the battery voltage levels back at the control room...any suggestions?
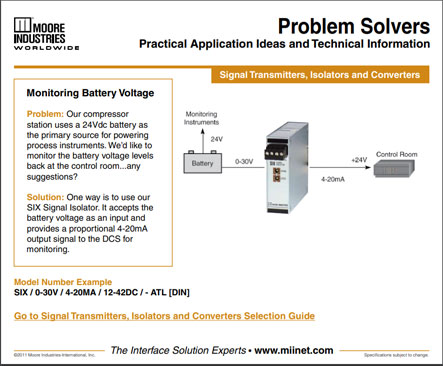
Solution: One way is to use our SIX Signal Isolator. It accepts the battery voltage as an input and provides a proportional 4-20mA output signal to the DCS for monitoring.
Model Number Example
SIX / 0-30V / 4-20MA / 12-42DC / - ATL [DIN]
Problem: We upgraded to new HART smart field transmitters but are still using our original field mounted isolators. Now we can’t access the HART transmitters from the control room. Is there a solution?
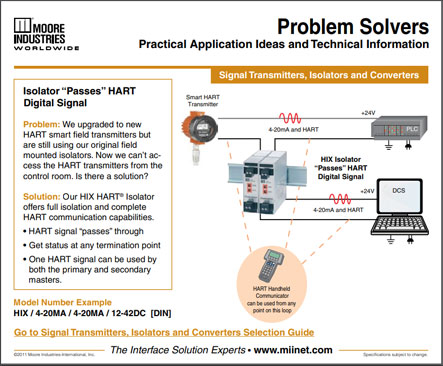
Solution: Our HIX HART® Isolator offers full isolation and complete HART communication capabilities. • HART signal “passes” through • Get status at any termination point • One HART signal can be used by both the primary and secondary masters.
Model Number Example
HIX / 4-20MA / 4-20MA / 12-42DC [DIN]
Problem: We have a ground loop problem between an old 4-wire field transmitter and our PLC. We want to install an isolator to break the galvanic path, but the PLC can’t power the loop and we don’t want to buy another power supply. Can you help?
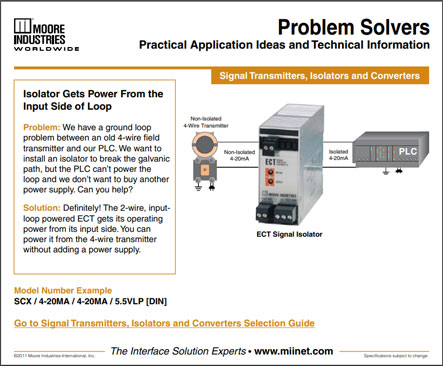
Solution: Definitely! The 2-wire, inputloop powered ECT gets its operating power from its input side. You can power it from the 4-wire transmitter without adding a power supply.
Model Number Example
SCX / 4-20MA / 4-20MA / 5.5VLP [DIN]
Problem: After installing several HART smart field devices into our process, we found the HART FSK signal was being interpreted by the DCS as noise and causing control upsets. We want to utilize the benefits of HART but can’t tolerate the upsets!
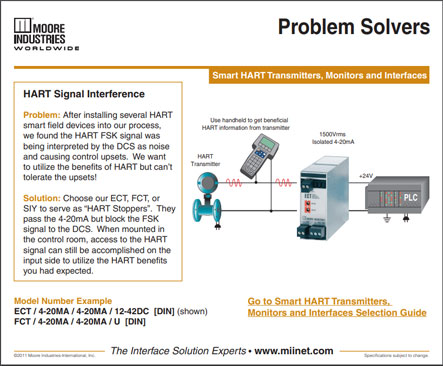
Solution: Choose our ECT, FCT, or SIY to serve as “HART Stoppers”. They pass the 4-20mA but block the FSK signal to the DCS. When mounted in the control room, access to the HART signal can still be accomplished on the input side to utilize the HART benefits you had expected.
Model Number Example
ECT / 4-20MA / 4-20MA / 12-42DC [DIN] (shown)
FCT / 4-20MA / 4-20MA / U [DIN]
Problem: We are using a common power supply for several loop powered transmitters that are wired back to different receiving devices and input cards. I am concerned about ground loop problems.
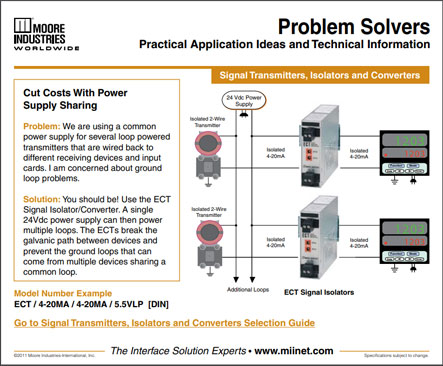
Solution: You should be! Use the ECT Signal Isolator/Converter. A single 24Vdc power supply can then power multiple loops. The ECTs break the galvanic path between devices and prevent the ground loops that can come from multiple devices sharing a common loop.
Model Number Example
ECT / 4-20MA / 4-20MA / 5.5VLP [DIN]
Problem: I have an odd-shaped storage tank. The output from my level transmitter doesn’t correspond to volume because of the nonlinear relationship. I have the strapping data for my tank, but my PLC is overloaded and can’t perform the linearization function. Any solutions?
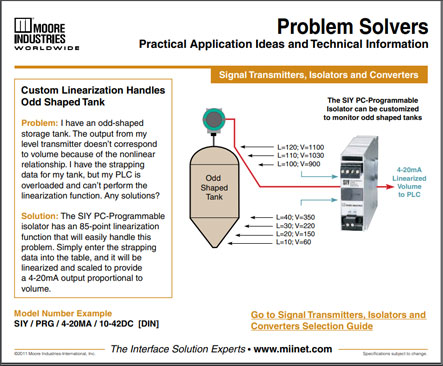
Solution: The SIY PC-Programmable isolator has an 85-point linearization function that will easily handle this problem. Simply enter the strapping data into the table, and it will be linearized and scaled to provide a 4-20mA output proportional to volume.
Model Number Example
SIY / PRG / 4-20MA / 10-42DC [DIN]
Problem: We want to transmit the firing rate signal from our Boiler Control System (BCS) to our DCS for analysis. However, the BCS has a 0-10Vdc firing rate signal and the DCS will accept only 4-20mA.
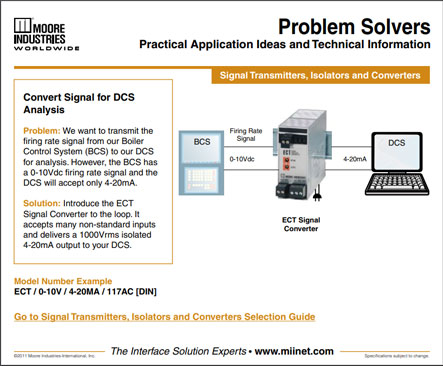
Solution: Introduce the ECT Signal Converter to the loop. It accepts many non-standard inputs and delivers a 1000Vrms isolated 4-20mA output to your DCS.
Model Number Example
ECT / 0-10V / 4-20MA / 117AC [DIN]
Problem: We need a cost effective way to monitor and control our gas compressor engine using a PLC in an unmanned compressor station.
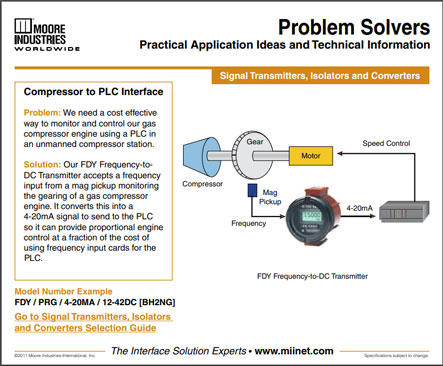
Solution: Our FDY Frequency-toDC Transmitter accepts a frequency input from a mag pickup monitoring the gearing of a gas compressor engine. It converts this into a 4-20mA signal to send to the PLC so it can provide proportional engine control at a fraction of the cost of using frequency input cards for the PLC.
Model Number Example
FDY / PRG / 4-20MA / 12-42DC [BH2NG]
Problem: How can I provide an additional HART output loop to share process signals between existing systems?
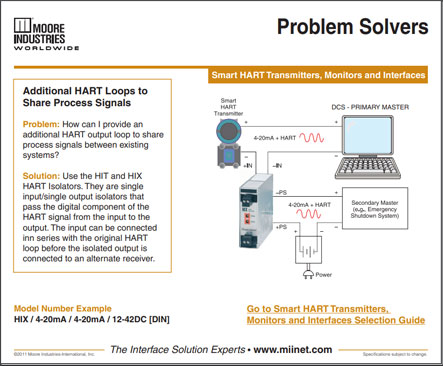
Solution: Use the HIT and HIX HART Isolators. They are single input/single output isolators that pass the digital component of the HART signal from the input to the output. The input can be connected inn series with the original HART loop before the isolated output is connected to an alternate receiver.
Model Number Example
HIX / 4-20mA / 4-20mA / 12-42DC [DIN]
Problem: We need to add a 250 ohm load (PID controller) to our temperature loop. However, this would exceed the 600 ohm loop maximum. Is there an inexpensive way to get around this problem?
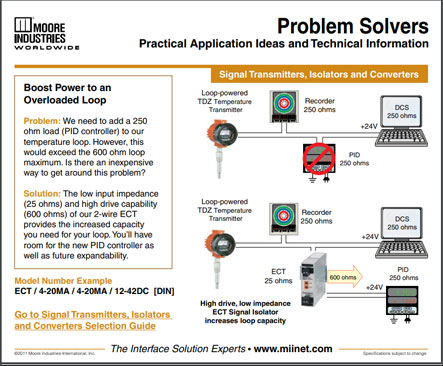
Solution: The low input impedance (25 ohms) and high drive capability (600 ohms) of our 2-wire ECT provides the increased capacity you need for your loop. You’ll have room for the new PID controller as well as future expandability.
Model Number Example
ECT / 4-20MA / 4-20MA / 12-42DC [DIN]
Problem: How can I implement a Safety Instrumented Function (SIF) into my Safety Instrumented System (SIS) and still monitor a critical signal or loop within an auxiliary system?
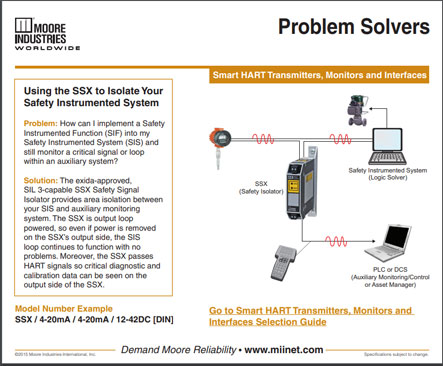
Solution: The exida-approved, SIL 3-capable SSX Safety Signal Isolator provides area isolation between your SIS and auxiliary monitoring system. The SSX is output loop powered, so even if power is removed on the SSX’s output side, the SIS loop continues to function with no problems. Moreover, the SSX passes HART signals so critical diagnostic and calibration data can be seen on the output side of the SSX.
Model Number Example
SSX / 4-20mA / 4-20mA / 12-42DC [DIN]
Problem: How can I share a process signal that is part of my SIS (Safety Instrumented System) with my monitoring system that also uses a HART-based Asset Management package?
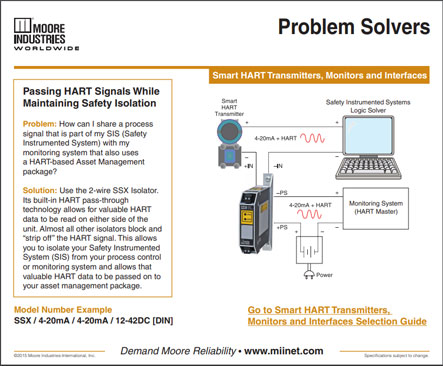
Solution: Use the 2-wire SSX Isolator. Its built-in HART pass-through technology allows for valuable HART data to be read on either side of the unit. Almost all other isolators block and “strip off” the HART signal. This allows you to isolate your Safety Instrumented System (SIS) from your process control or monitoring system and allows that valuable HART data to be passed on to your asset management package.
Model Number Example
SSX / 4-20mA / 4-20mA / 12-42DC [DIN]
Problem: Exothermic reactions in batch reactors can create thermal runaways where rising temperatures can lead to dangerous conditions.
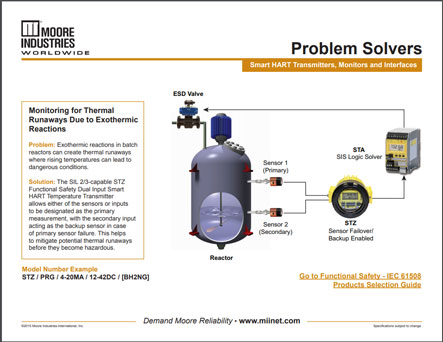
Solution: The SIL 2/3-capable STZ Functional Safety Dual Input Smart HART Temperature Transmitter allows either of the sensors or inputs to be designated as the primary measurement, with the secondary input acting as the backup sensor in case of primary sensor failure. This helps to mitigate potential thermal runaways before they become hazardous.
Model Number Example
STZ / PRG / 4-20MA / 12-42DC / [BH2NG]
Problem: Critical compressors often need an independent safety protection system to prevent over-speed conditions from developing which can damage equipment and endanger personnel and facilities.
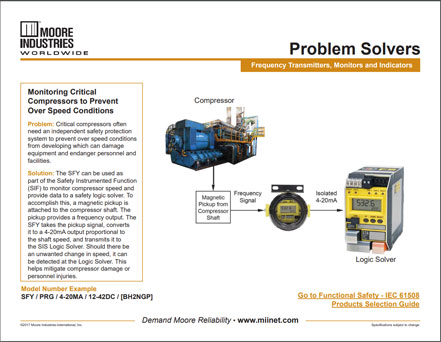
Solution: The SFY can be used as part of the Safety Instrumented Function (SIF) to monitor compressor speed and provide data to a safety logic solver. To accomplish this, a magnetic pickup is attached to the compressor shaft. The pickup provides a frequency output. The SFY takes the pickup signal, converts it to a 4-20mA output proportional to the shaft speed, and transmits it to the SIS Logic Solver. Should there be an unwanted change in speed, it can be detected at the Logic Solver. This helps mitigate compressor damage or personnel injuries.
Model Number Example
SFY / PRG / 4-20MA / 12-42DC / [BH2NGP]
Problem: We’re upgrading our pulp mill. What’s the best way for me to interface existing thermocouple (T/C) signals with our DCS?
Solution: Choose a temperature transmitter from our extensive product line. You’ll get improved measurement accuracy, lower wiring costs, isolation, linearization and protection from RFI/EMI interference.
Model Number Example
TRY / PRG / 4-20MA / 10-42DC [DIN]
Problem: It’s increasingly expensive to stock the various DCS input cards required by all the temperature applications around my facility. How can I economize?
Solution: Cut down on stock and maintenance costs with a universal TRY PC-Programmable Transmitter. It accepts any standard temperature sensor input and sends an isolated 4-20mA signal to the DCS. This means you need only one type of input card (4-20mA) for all your applications. Many of our other transmitters offer similar capabilities.
Problem: We are wasting hundreds of man-hours each year on maintenance issues with our temperature sensors. There must be a better way.
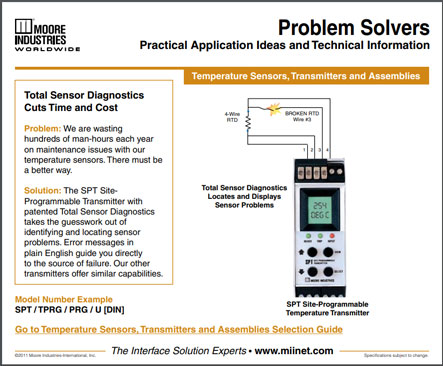
Solution: The SPT SiteProgrammable Transmitter with patented Total Sensor Diagnostics takes the guesswork out of identifying and locating sensor problems. Error messages in plain English guide you directly to the source of failure. Our other transmitters offer similar capabilities.
Problem: Precise temperature calibration is time-consuming. Is there a better alternative?
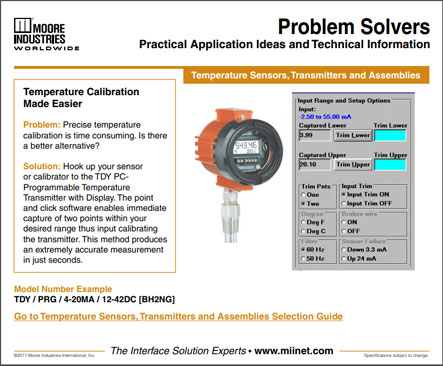
Solution: Hook up your sensor or calibrator to the TDY PCProgrammable Temperature Transmitter with Display. The point and click software enable immediate capture of two points within your desired range thus input calibrating the transmitter. This method produces an extremely accurate measurement in just seconds.
Model Number Example
TDY / PRG / 4-20MA / 10-30DC [BH2NG]
Problem: My utility plant has lost thousands of dollars due to false shutdowns from failed temperature sensors. How do I know the difference between a failed sensor and a true alarm situation?
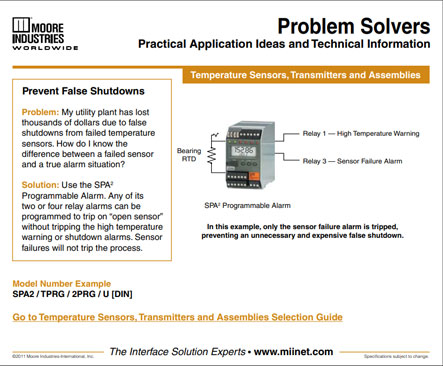
Solution: Use the SPA2 Programmable Alarm. Any of its two or four relay alarms can be programmed to trip on an “open sensor” without tripping the high-temperature warning or shutdown alarms. Sensor failures will not trip the process.
Model Number Example
SPA2 / TPRG / 2PRG / U [DIN]
Problem: We pressure and temperature compensate the volumetric flow readings in our pipeline applications. The temperature accuracy is critical, especially for gasses such as ethylene that see larger changes in mass as temperature changes.
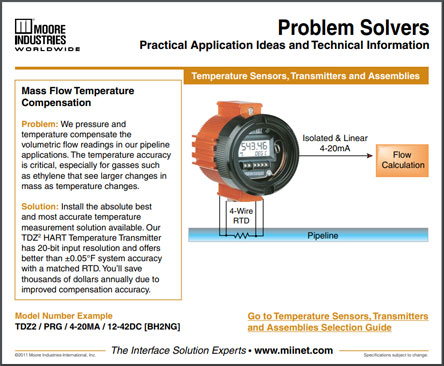
Solution: Install the absolute best and most accurate temperature measurement solution available. Our TDZ2 HART Temperature Transmitter has 20-bit input resolution and offers better than ±0.05°F system accuracy with a matched RTD. You’ll save thousands of dollars annually due to improved compensation accuracy.
Model Number Example
TDZ2 / PRG / 4-20MA / 12-42DC [BH2NG]
Problem: Inaccuracies and excessive drift with our existing temperature transmitters are causing fluctuations in our clean room temperature. The off-spec product and frequent recalibrations are costing big dollars. There must be a better alternative.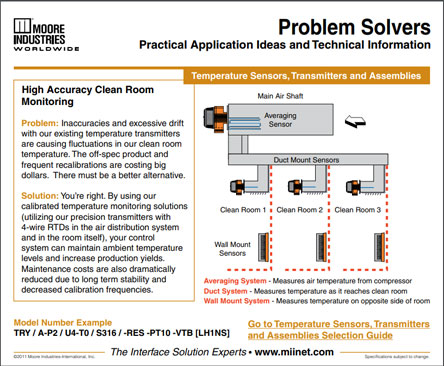
Solution: You’re right. By using our calibrated temperature monitoring solutions (utilizing our precision transmitters with 4-wire RTDs in the air distribution system and in the room itself), your control system can maintain ambient temperature levels and increase production yields. Maintenance costs are also dramatically reduced due to long term stability and decreased calibration frequencies.
Model Number Example
TRY/PRG/4-20mA/10-30DC/-ISA [LH1NS]
Problem: We need to replace obsolete computing modules used to calculate the average temperature in our oven. Is there a better way to accomplish this averaging?
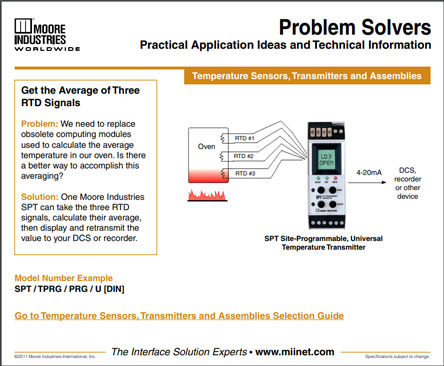
Solution: One Moore Industries SPT can take the three RTD signals, calculate their average, then display and retransmit the value to your DCS or recorder.
Problem: My temperature transmitter produces a false spike before driving downscale on burnout. This causes an expensive safety shutdown. Any suggestions for an alternative?
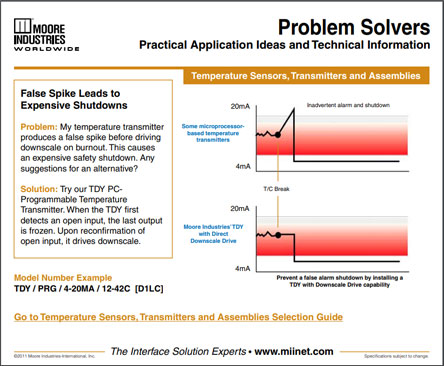
Solution: Try our TDY PCProgrammable Temperature Transmitter. When the TDY first detects an open input, the last output is frozen. Upon reconfirmation of open input, it drives downscale.
Model Number Example
TDY / PRG / 4-20MA / 10-30C [D1LC]
Problem: Our DCS measures the entire range of our temperature sensors. For our RTDs, that’s a span of almost 1900°F when our range of interest is only 0-250°F. The DCS input card accuracy is calculated as a percent of the 1900°F span. How can I improve my accuracy numbers?
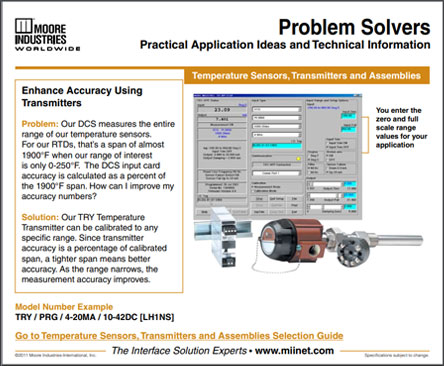
Solution: Our TRY Temperature Transmitter can be calibrated to any specific range. Since transmitter accuracy is a percentage of calibrated span, a tighter span means better accuracy. As the range narrows, the measurement accuracy improves.
Model Number Example
TRY / PRG / 4-20MA / 10-30DC [LH1NS]
Problem: How can I monitor the temperature difference between the hot product flowing in and the cooled product flowing out of a heat exchanger (∆T)?
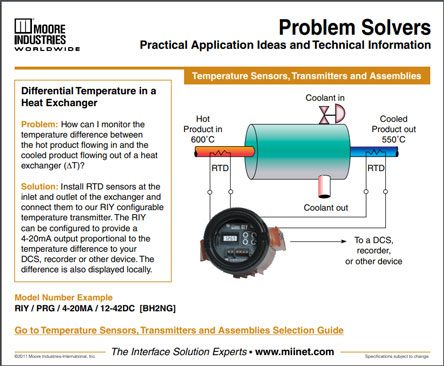
Solution: Install RTD sensors at the inlet and outlet of the exchanger and connect them to our RIY configurable temperature transmitter. The RIY can be configured to provide a 4-20mA output proportional to the temperature difference to your DCS, recorder or other device. The difference is also displayed locally.
Model Number Example
RIY / PRG / 4-20MA / 12-42DC [BH2NG]
Problem: In our chemical plant, corrosion at the connection terminals causes unpredictable drift in the RTD measurements. We clean and re-calibrate regularly, but labor and off-spec product costs are no longer acceptable.
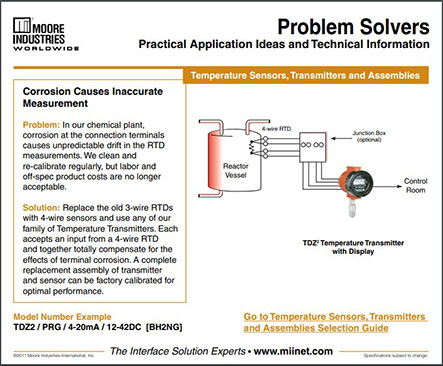
Solution: Replace the old 3-wire RTDs with 4-wire sensors and use any of our family of Temperature Transmitters. Each accepts an input from a 4-wire RTD and together totally compensates for the effects of terminal corrosion. A complete replacement assembly of transmitter and sensor can be factory calibrated for optimal performance.
Model Number Example
TDZ2 / PRG / 4-20mA / 12-42DC [BH2NG]
Q. What is the purpose of increasing input resistance to 250 ohms with the IZ250 option on the Moore Industries SSX signal isolator/repeater?  A. If you anticipate that the total loop resistance where your HART transmitter resides will be lower than 230 Ohms, this option will ensure you have enough impedance in the loop to create a sufficient voltage drop for reading the HART signal by a HART host (handheld or input card). The HART digital specification requires the loop to have total loop impedance between 230 and 1100 Ohms in order to initiate and maintain stable communication with HART devices.
A. If you anticipate that the total loop resistance where your HART transmitter resides will be lower than 230 Ohms, this option will ensure you have enough impedance in the loop to create a sufficient voltage drop for reading the HART signal by a HART host (handheld or input card). The HART digital specification requires the loop to have total loop impedance between 230 and 1100 Ohms in order to initiate and maintain stable communication with HART devices.
Do you want more information? Download the data sheet. Or visit the catalog.
Need to get price or availability or have a technical question?
Send us a message using E-Help.
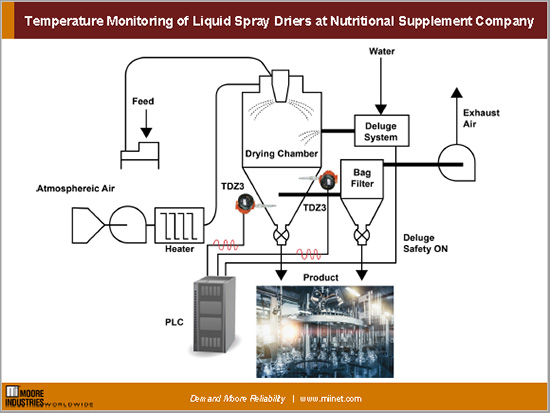
 A nutritional supplement company’s process facility contains several liquid spray driers that employ a deluge safety system. Temperature is monitored at several critical points within the drying chamber. When an abnormally high temperature value was detected, the deluge safety system would be activated by a PLC. All temperature measurements are made using 3-wire RTDs, wired directly into PLC cards. The PLC often reported significant temperature measurement errors and would sometimes return high-temperature spikes of more than 330F which would erroneously trigger the deluge safety system and destroy expensive production batches. The drier operators hypothesized that a broken wire or loose connection to an RTD would cause the RTD to read higher temperatures than were really occurring, initiating the deluge.
A nutritional supplement company’s process facility contains several liquid spray driers that employ a deluge safety system. Temperature is monitored at several critical points within the drying chamber. When an abnormally high temperature value was detected, the deluge safety system would be activated by a PLC. All temperature measurements are made using 3-wire RTDs, wired directly into PLC cards. The PLC often reported significant temperature measurement errors and would sometimes return high-temperature spikes of more than 330F which would erroneously trigger the deluge safety system and destroy expensive production batches. The drier operators hypothesized that a broken wire or loose connection to an RTD would cause the RTD to read higher temperatures than were really occurring, initiating the deluge.
The customer sought to use a more reliable monitoring solution with advanced temperature measurement capabilities that would allow them to differentiate between an out of process temperature reading and a failed or faulty sensor, thus preventing unnecessary deluges and lost batches.
Solution:
To provide more reliability to the overall drier temperature monitoring system, Moore Industries TDZ3 Smart HART Dual Input Temperature Transmitters were used in place of the PLC cards to read the RTD sensors. Next, the existing single element RTD sensors were replaced with dual element RTD sensors. These dual elements were wired directly to each TDZ3 transmitter and its 4-20mA signal was then wired to the PLC. If both RTD sensors failed, the TDZ3’s output was configured to fail low to 3.6mA to avoid a spurious safety trip of the deluge system. The PLC was already fitted with smart HART 4-20mA input cards, so the advanced diagnostics and additional process measurements transmitted over HART could also be read from the TDZ3 temperature transmitters.
The overall reliability of the temperature measurement system was immediately realized by using the TDZ3’s BACKUP/FAILOVER feature that enables the transmitter to accept two sensor inputs and assign them as primary and secondary. Should one of the two sensors fail, the other sensor is automatically substituted as the primary to prevent signal loss. When a failure does occur, the transmitter’s display shows which sensor failed and sends out a HART fault code to the PLC alerting operators that they have lost redundancy and service should be scheduled.
Next, to prevent false high temperature spikes from reaching the PLC, the TDZ3s were configured with an advanced measurement capability called LOW SELECT. This feature allowed the TDZ3 to monitor both sensors of the dual element RTD and assign the lower of the two readings to the transmitter’s 4-20mA output. This would always ensure that if one of the RTDs failed and started to go high, it would be prevented from reaching the transmitter’s calculated output.
But what about situations when the RTD started to fail low? To assist with determining when an RTD was failing high or low, the TDZ3 was also configured with another advanced diagnostic feature called CORROSION DETECTION. When enabled, this feature compares the two resistance readings of the two RTD inputs and alerts you if they have drifted more than your pre-established drift setpoint, say 15 ohms. Since these dual element sensors are contained in the same sheath, they should never be reading off by more than the inherent error of the sensor itself. This feature helps reduce downtime and allows convenient rescheduling of faulty sensors.
Some of the TDZ3’s advanced measurements like LOW SELECT require two good quality sensor inputs. But what if one sensor fails? Do these advanced functions still work if only one sensor is available? By default, the TDZ3’s response is to go into fail mode (output of 3.6mA). But for higher availability applications like this one, the TDZ3 has an ALLOW DROPPING feature that instructs the transmitter to continue using the one good sensor as its valid input but still throws a HART fault flag when a sensor fails. This is the configuration the drier operators chose.
Since the PLC could read the TDZ3’s HART output, additional diagnostic and process variable monitoring further enhanced the overall drier monitoring reliability. The TDZ3’s four main HART variables were configured as:Since the PLC could read the TDZ3’s HART output, additional diagnostic and process variable monitoring further enhanced the overall drier monitoring reliability. The TDZ3’s four main HART variables were configured as:
- Primary Variable (PV) & 4-20mA – LOW SELECT
- Secondary Variable (SV) – Sensor 1
- Tertiary Variable (TV) – Sensor 2
- Quaternary Variable (QV) – ABSOLUTE DIFFERENTIAL
All HART diagnostics were monitored by the PLC so any sensor failure, out of range signal or diagnostic fault would be picked up.
By utilizing the advanced measuring and diagnostic features of the TDZ3 Dual Input Smart HART Temperature Transmitters, versus the PLC to monitor drier temperatures, batch production throughput was increased and spurious safety trips of the deluge system were all but eliminated. Additionally, monitoring the additional parameters via HART from the TDZ3 transmitters gave the PLC and their HMI historian the ability to more accurately trend and analyze individual sensors and overall drier temperature performance.
Key Attributes of the TDZ3 Dual Input Smart HART Temperature transmitter:
- Dual Input with Sensor Backup/Failover function when using two sensors
- Corrosion Detection capability for both sensors to predict pending failure
- Smart HART allows delivery of additional HART variables to the PLC

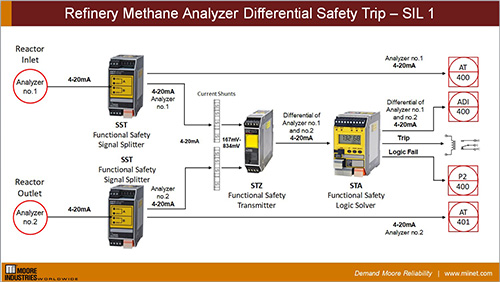
A refinery required a third-party certified SIL 1 solution to calculate the differential between two analyzers that measure the methane content on the inlet and outlet of a reactor, which breaks down the hydrocarbon levels in the process stream. The methane level is always higher on the outlet side of the reactor; however, should the differential with the input exceed a predefined setpoint, these higher methane levels could reach flashpoint with a sharp trend that could lead to an explosion.
After a Hazard and Operability Analysis (HAZOP) of the existing installation was performed, it was determined the refinery needed to mitigate the risk and install an independent SIL1 safety trip solution. Moore Industries designed a methane differential trip Safety Instrumented Function (SIF) and provided the client with an independent Safety Integrity Level (SIL) verification report.
The two independent methane analyzer measurements are sent to the SST Signal Splitters, where one output is used for the differential calculation and the other is transmitted to the Basic Process Control System (BPCS).
The methane differential is calculated by the STZ Transmitter and sent to the STA Logic Solver, where a differential between inlet and outlet analyzers exceeding 10% MOL will trip the safety setpoint. In addition, the STA Logic Solver retransmits the calculated methane differential to the Basic Process Control System.
Key attributes:
- STA, SST and STZ are all SIL2/3 capable and exida certified safety components
- SST Signal Splitters provide independence between SIF and Basic Process Control System
- Standard off the shelf hardware, user configurable for SIS solutions
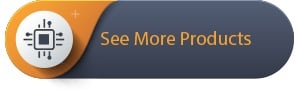
An electrolytic copper refinery needed an efficient and reliable way to monitor voltage on more than 700 electrolytic cells used to produce A grade copper. The refining process in this type of plant begins with copper anodes of 99% pure copper plates produced in a copper smelter. These copper anodes are submerged in an acidic copper sulphate solution, between stainless steel “mother” plates (cathodes) in the electrolytic refinery tank house.
A low voltage electric charge is fed through the tanks. Over a number of days, the copper anode dissolves into the copper sulphate solution. The positively charged copper content migrates electrolytically from the anodes to the stainless steel mother plates where they deposit and build up into a 99.99% pure copper cathode. The impurities are separated from the copper by falling to the bottom of the tank.

Pictured here is a column of 16 electrolytic cells and their rows of electrodes in a typical electrolytic copper refinery’s tank house.
At many refineries like this the cells number in the hundreds.
The copper is then stripped from the stainless steel mother plates and the copper is shipped as melting stock to mills or foundries where it is cast into wire rod, billets, cakes, or ingots, as pure copper or is alloyed with other metals. The impurities, or tank house slimes, leftover after the electrolytic refining contain a range of other valuable minerals including gold and silver which is further processed and recovered.
Moore Industries engineered Net Concentrator System (NCS) components to perform Cell Voltage Monitoring. The NCS components included 192 TIM Temperature Input Modules measuring cell voltage drop in millivolts, housed in 12 cabinets. The complete NCS system provides critical real-time performance monitoring of the cell voltages via Ethernet, improving overall house maintenance and management. This allowed the operations staff to realize significant gains in production and the quality and amount of copper production.
Key Attributes of the NCS:
- Modular electrically isolated I/O (500V channel-to-channel) with configurable ranging
- Operates in harsh environments -40 to 85C ambient operating temperature
- Quick and simple programming with Ethernet MODBUS/TCP and serial communication ports

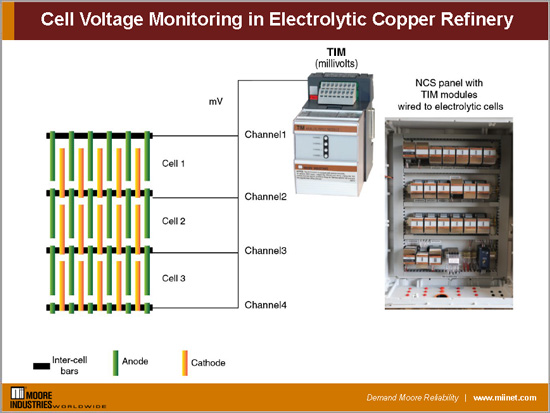
There are many applications where the process alarm trip is critical. In these cases, if the process equipment is not brought to a safe condition it can cause expensive maintenance, production loss, or environmental impact. The commercial impact is enough that the cost of a second or redundant trip source is negligible.
Reasons for redundant alarm trips:
- Loss of flow requires that a pump be shut down to protect it
- If final pH correction is out of specification, you need to divert the effluent
- High vibration on a large motor or pump mandates a shutdown
- A high rate of change in reactor temperature requires a shutdown
- High pressure at a spec break needs the source shutoff
If a PLC or other BPCS is available, it commonly provides only one trip execution. Adding a stand-alone process trip to the loop provides a redundant trip source, preventing common mode failure. Moore Industries’ SPA2 model is a high volume choice for this trip.
When a BPCS is not available, stand-alone alarm trips such as the SPA2, can take on the task. Hard alarm trips complement a PLC by providing redundancy, simple control, and critical safeguarding. Hard alarms are not exposed to adverse effects of common-mode failure because they maintain complete independence from the PLC or DCS.
Key attributes:
- Accept a signal input from transmitters, temperature sensors and a wide array of other monitoring and control instruments
- Dual and quad alarm trip outputs
- Site- and PC-programmable
Check out the SPA2 datasheet and Moore Industries Online catalog for more information.

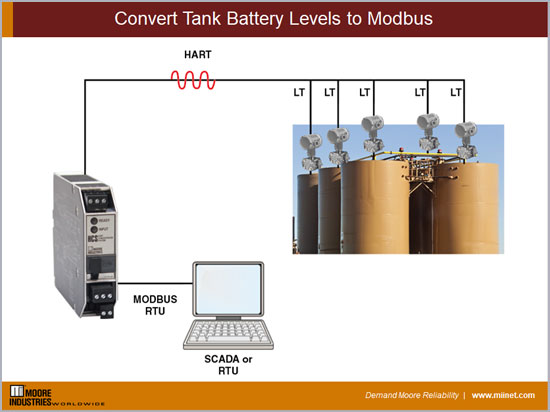
There are several reasons why users want two HART to MODBUS converters on one HART network that has up to 16 transmitters.
Fortunately, HART protocol supports two masters; one must be declared the Primary Master and the other is assigned the Secondary Master role. The HES HART to Ethernet Gateway System and HCS HART Concentrator System HART-to-MODBUS RTU Converter both have configurable Primary and Secondary Master settings. That simply means that they communicate to HART devices in different polling intervals.
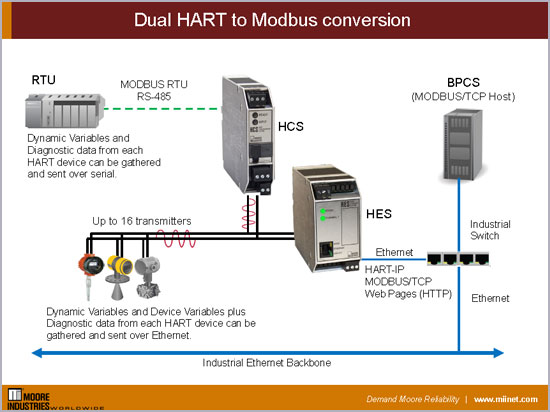
The HES has an Ethernet back-end using MODBUS/TCP protocol. The HCS outputs RS-485 serial with MODBUS RTU. One HART network could have two HCS, two HES, or one of each model.
- When you have two MODBUS Hosts with serial communications and each requires process variable and diagnostic data from all transmitters, you need two HCS units.
- As shown above, if you have two MODBUS masters with one being serial and the other being Ethernet, you would need one each of the HES and HCS.
- On critical networks, some users will have two converters for redundancy purposes. In this case, you could employ two HCS, two HES or one of each.
Key attributes:
- Both HES and HCS are HART and MODBUS devices
- Both capable to operate as HART Primary Master or Secondary master
- Choose from Serial or Ethernet connectivity
Check out the HES datasheet and Moore Industries Online catalog for more information and the HCS datasheet and online catalog page.
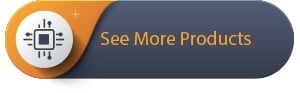
Excessive vibration in a motor/pump is symptomatic of a problem that can cause further damage or deterioration. If ignored, the results are higher maintenance and downtime. In some situations, it could also lead to safety concerns.
Vibration sensors or accelerometers can be installed to detect abnormal vibration levels. Alarm trips can monitor the vibration sensors and provide a local trip source for the motor. These pumps can be installed in many different environments so Class I, Div 2/Zone 2 certification and wide ambient temperature specs for these alarm trips are key characteristics.
If necessary, the vibration levels can also be retransmitted back to the control system using the Analog Output signals from the alarm trips.
Shown in the diagram above is the STA Functional Safety Limit Alarm Trip logic solver which is IEC61508 certified. If the loop isn’t part of a safety instrumented system (SIS) where a standard alarm trip will do, then the SPA2 Programmable Limit Alarm Trip would be a great alarm trip choice.
Key attributes:
- Capable of monitoring vibration sensors
- Exida approved for use in a Safety Instrumented System
- Up to SIL 3 Capable

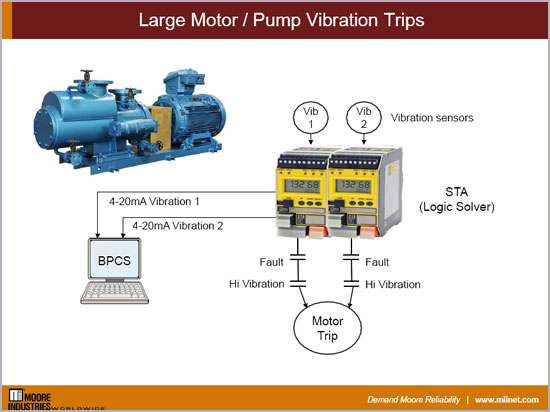
Virtually every facility has some number of old legacy signals that must be converted to something more useable, such as 4-20mA. The best way to convert those signals is with a programmable isolator that outputs clean, stable signals and has the flexibility to be applied to a variety of conversion needs.
Such an isolator is the highly flexible SIY PC Programmable Signal Isolator and Converter. This exceptional signal converter is PC-configurable, making it easy to change the signal conversion parameters as the needs change. Whether the input is a voltage between -0.5V to 11V with the minimum span being 250mV within that overall range, or current between -2.5mA and 55mA with the minimum span being 1mA the SIY is a versatile signal converter to have on hand. The SIY isolator is an output loop powered unit that derives its operating power from the host or receiving device. Whether the input is a voltage between -0.5V to 11V with the minimum span being 250mV within that overall range, or current between -2.5mA and 55mA with the minimum span being 1mA the SIY is a versatile signal converter to have on hand. The SIY isolator is an output loop powered unit that derives its operating power from the host or receiving device. However, the flexible SIY allows configuration of that 4-20mA output to meet specific requirements, such as setting the lower range limit of the output to be between 3.8mA and 17.4mA and the upper range limit to be between 7.8 and 21.4mA. If even more flexibility is needed, the SIY includes an 85-point linearizer that can be used to characterize the input to output relationship.
Key attributes:
- Isolation: 1500Vrms field-mount / 500Vrms DIN-mount
- Temperature Specs: -40°C to 85°C
- Drive Capacity: 654Ω @ 24Vdc
- RFI Rejection: Up to 20 V/m with <0.1% span error
- 85 Point Linearization
- Output Damping

Just about every facility has the need for a simple fast solution. If you have a Moore Industries SPA2 Programmable Limit Alarm Trip with Current and Voltage input, 4 Alarm Relays, and an Analog Output on your shelf, it can be an instrumentation solution waiting for a problem. The SPA2, with easy-to-configure operating parameters, is site-programmable using front panel pushbuttons and PC-programmable with Moore Industries’ free Intelligent PC Configuration software.
The versatile SPA2 Programmable Limit Alarm Trips provides on/off control, warns of unwanted process conditions, and provides emergency shutdown. In this application, the SPA2 is placed in an R-BOX enclosure that is NEMA 4X and is designed to meet standards for enclosing indoor and outdoor electronic instruments approved for use in Class I, Div 2 / Zone 2 locations.
Key Attributes of the SPA2 Programmable Limit Alarm Trips:
- Four levels of alarm warning or shutdown
- On / Off control
- Loop power supply: 24V @ 25mA
- Loop Display: full 5 digits + 5 alphas for Engineering Units on the display
- Signal splitter: Measure a 4-20mA, isolate it and retransmit it to a secondary system
- Linearizer: characterize the input/output relationship with a 128-point linearizer
SPA2 Signal Conversion key attributes:
- Input: 0-11V with a minimum span of 250mV
- Input: 0-50mA with a minimum span of 1mA
- Output: 0-10V with a minimum span of 250mV
- Output: 0-20mA with a minimum span of 1mA
The SPA2 software is downloadable for free. Click here for software and more information on the SPA2 or the R-BOX enclosure.
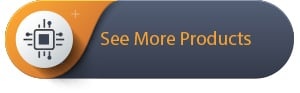
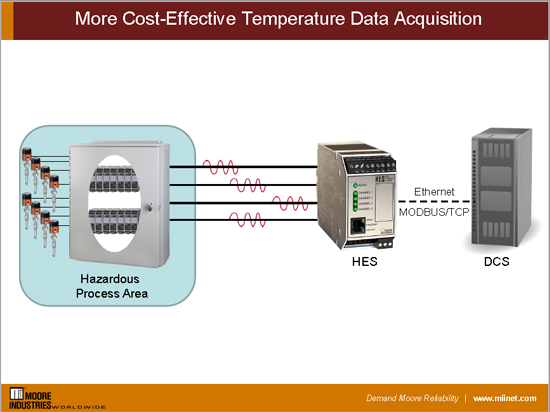
It is common practice to wire data acquisition thermocouples all the way to the DCS using thermocouple extension wire. Over time, extension wire corrodes and becomes contaminated causing unacceptable measurement errors. When that occurs, the two choices are to replace the same wire and perpetuate the problem, or change to a different technology.
Remote I/O is a valid cost balance between individual temperature transmitters and direct wiring thermocouples. It also eliminates thermocouple extension wire as an error source. Remote I/O has the same measuring circuit as a temperature transmitter, but the back-end communication is both MODBUS RTU and MODBUS /TCP.
When using MODBUS, if fiber optic communications or radios are desired, those options are available, and if all your data acquisition points came into the DCS as MODBUS, existing analog input cards can be eliminated or repurposed. Other advantages with MODBUS are that each input and output is isolated in all directions so there is never a ground loop, and each input and output has its own chip, so the loss of a processor would only cause the loss of one point.
The I/O hardware used in this application is the NET Concentrator System® (NCS) which is Class I, Div 2 certified and can tolerate ambient temperatures from -40 to +85°C. It provides a real-time signal gateway between the field and your control strategy, eliminating the constant degradation of thermocouple measurement accuracy caused by the thermocouple extension wire. Copper wire and an all digital measurement and delivery system assure the measurement is as accurate as the sensor.
Key Attributes for the NCS:
- Superior 20-bit input and 18-bit output resolution
- Installs in harsh ambient temperature conditions,-40°F to 185°F
- Class 1, Div 2 Non-Incendive Quick and simple programming
- Isolation and RFI/EMI protection
- Peer-to-Host and Peer-to-Peer operation
- Transmit any distance, over any terrain
- Data logging capabilities
Check out more on the NET Concentrator System® (NCS) or on Moore Industries’ custom Instrument Panels and Systems from our catalog that are turnkey solutions for your process, automation, Safety Instrumented System (SIS) monitoring, and control needs.
Download the Instrument Panels and Systems line card PDF to learn more about high-density panels, field-mounted cabinets, control room cabinets, pneumatic Instrument Interfaces panels, components and more.
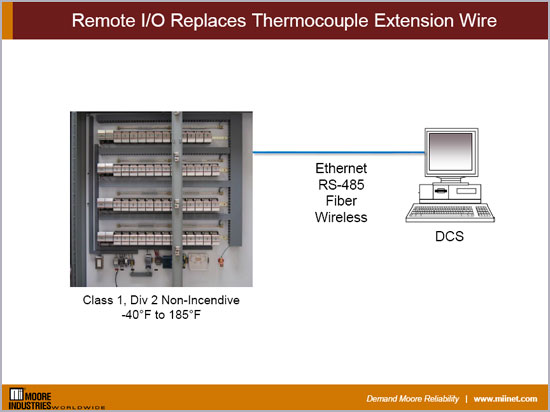
It is common knowledge that pulling new wires from the field back to the control system is very expensive especially when they transverse a hazardous area. Next time the need arises use alternate technology to avoid such costs.
The NET Concentrator System (NCS) family of Remote I/O hardware can easily be configured by the user to operate in what is called Peer-to-Peer mode. This means the modules in the field take the analog and discrete signals, digitizes them for transportation over a single physical layer, moves them to the control room and recreates the signals back to analog and discrete signals. To the PLC or host system, this connection method appears the same as copper wires do. The 4-20mA signal comes in on one side and out as 4-20mA on the other side. Thermocouples and RTDs come in on one side and out on the other side as 4-20mA. Discretes come in and go out as contact closures. Communications is bidirectional so signals can come in and out on both sides.
Shown in the sketch is communications via fiber optic cable. This requires RS-485 to fiber converters on each end. In most applications the user finds one pair twisted shielded copper wire for simple RS-485 communication between the field and control room. Redundant communications is also a standard feature that can be implemented with the NCS.
All configuration is accomplished without needing to be a PLC programmer. The NCS includes a web server utility that allows configuration and real time viewing of process data via any standard web browser over your Intranet (or Internet) from any PC, with proper security credentials. Alternatively, our free Intelligent PC configuration software, NCS Config, can also be used for programming and viewing of real time process data via the NCS' Ethernet port.
Key attributes:
- All input types from 4-20mA to discrete
- Class I, Div 2 Zone 2
- Ambient operating temperature range from -40 to +185°F
- Easy programming on a PC over the network from the NCS built-in web browser
Check out the datasheet and Moore Industries Online catalog for more information.
It was common practice to wire data acquisition thermocouples all the way back to the DCS using thermocouple extension wire. Over time the extension wire corrodes and becomes contaminated causing unacceptable measurement errors. When that occurs in facilities still using this wiring method, the choices are to replace in kind and perpetuate the problem or change to a different technology.
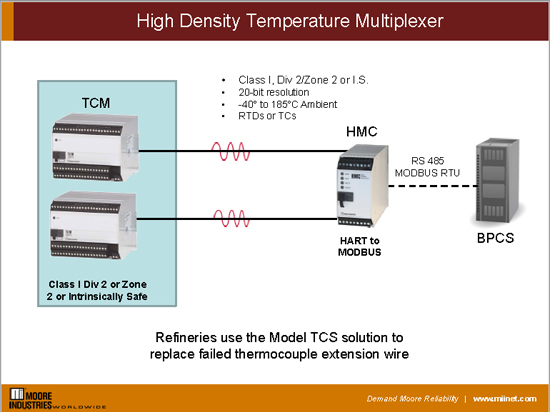
A common alternate technology is to mount multichannel temperature modules close to the thermocouples. There is a short thermocouple extension wire run between the thermocouple and the temperature module, but because it is short it is manageable over time. The output side of the temperature module uses copper wire back to the DCS and copper wire usually lasts the life of the installation. The output of our modules is typically RS-485 with a MODBUS RTU multidropped network, so we consume very little of the copper wire between the processing unit and the DCS.
The TCM Temperature Control Module is a 16-channel temperature multiplexer that accepts any sensors. The TCM is suitable for installation in Div 2/Zone 2 and IS hazardous locations and can tolerate ambient temperatures from -40 to +85°C. The TCM is a loop-powered, multipoint, HART temperature transmitter.
If MODBUS RTU is your preferred communication protocol, the HMC HART to MODBUS Converter converts the TCM HART output to MODBUS RTU. Each HMC can read two TCMs or 32 temperatures in ~2 seconds and deliver those readings to your DCS using RS-485.
This high density temperature multiplexer solution eliminates the constant degradation of thermocouple measurement accuracy caused by the thermocouple extension wire. Copper wire and an all digital measurement and delivery system assures the measurement is as accurate as the sensor.
Key Attributes
- TCM is a 16-point HART temperature transmitter
- TCM is Div 2/Zone 2, IS certified, and can tolerate ambient temperatures from -40 to + 85°C
- HART to MODBUS conversion with the HMC
Check out the datasheet and Moore Industries Online catalog for more information.
DCS and other BPCS used to control processes offer HART input cards, but not all those cards support HART multidrop functionality. Yet multidrop may well be ideal for the infrastructure available.

The Model HES can bridge that technology gap perfectly. As a HART master, the HES supports one or four HART networks and converts all gathered HART data to MODBUS/TCP. Each network can have as many as 16 devices. Assuming the transmitters support Command 9 that is eight variables we retrieve from each device. 8 variables x 16 devices x four networks = 512 variables sitting in MODBUS registers waiting for the request from the MODBUS/TCP host.
Additionally, the Model HES can retrieve as many as 25 diagnostic bytes with Command 48 from each of the 64 devices.
Key Attributes:
- Gets more process data to BPCS with limited input card capability
- Delivers valuable diagnostic data to enable preventive maintenance
- Keeping the signal digital increases accuracy and saves money

There are different technologies available to eliminate long home runs of thermocouple extension wire and the associate error caused by the wire. A popular choice is to DIN-rail mount HART temperature transmitters in the field and then bring the copper wire back to the DCS input cards.
By today’s standards, there is no need to have these data acquisition points consume all those DCS analog input cards. It is quite simple to convert these temperatures to MODBUS/TCP and bring them into the DCS via Ethernet.
The mechanics of making this conversion are 1) put the HART transmitters into a digital mode and 2) using DIN-mount terminal blocks wire the transmitters into a HART network of 16 transmitters each. The Moore Industries HES HART to Ethernet Gateway System is the HART to Ethernet converter capable of being the HART master for four networks. One HES gives you 64 temperatures converted to MODBUS/TCP, unless your transmitters have dual inputs, in which case the count would be 128 temperatures from one HES.
Key Attributes:
- Keeping the signal digital increases accuracy and saves money
- Mounting temperature transmitters in junction boxes close to the process unit reduces thermocouple extension wire and all the associated problems
- Converting your HART signals to Ethernet saves or repurpose all those analog inputs cards
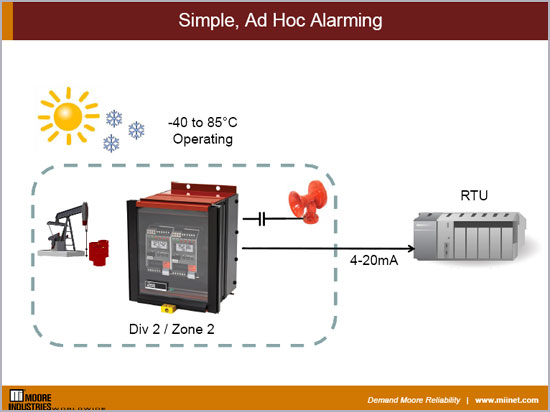
There are many situations in which an additional alarm is needed on a loop where all of the available wires have been used. When that happens, the easiest and most economical solution is to add a loop powered alarm that has low power requirements.
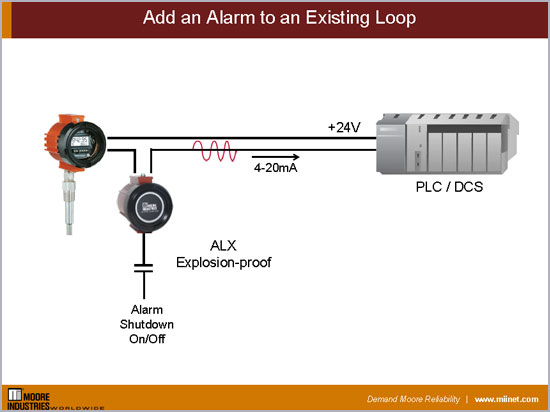
One example application is the need for a warning Alarm, a shutdown Trip, or an On/Off control contact. The Moore Industries ALX 2-Wire Alarm Trip draws its power to operate from its 4-20mA input signal and requires only 6.3 V from the loop to operate. If there is an existing 4-20mA loop,, all that is needed is to cut one wire and put the ALX in series with the 4-20mA.
Plus, because the ALX is certified Explosion-proof / Flame-proof by global agencies, it can be installed most anywhere.
Key Attributes:
- Easily added to an existing loop
- Low power requirement
- Certified explosion proof/Flameproof
A chemical facility had Safety Variables connected to the SIS (Safety Instrumented System) and they wanted to add those variables to their MODBUS Host. The safety variables they wanted to share were from HART devices: Functional Safety HART Temperature Transmitters.
The HES HART to Ethernet Gateway System is the ideal multichannel HART-to-MODBUS converter, but it cannot be connected to the safety loops directly as that would negatively affect the customer’s loop reliability per IEC 61511 guidelines.
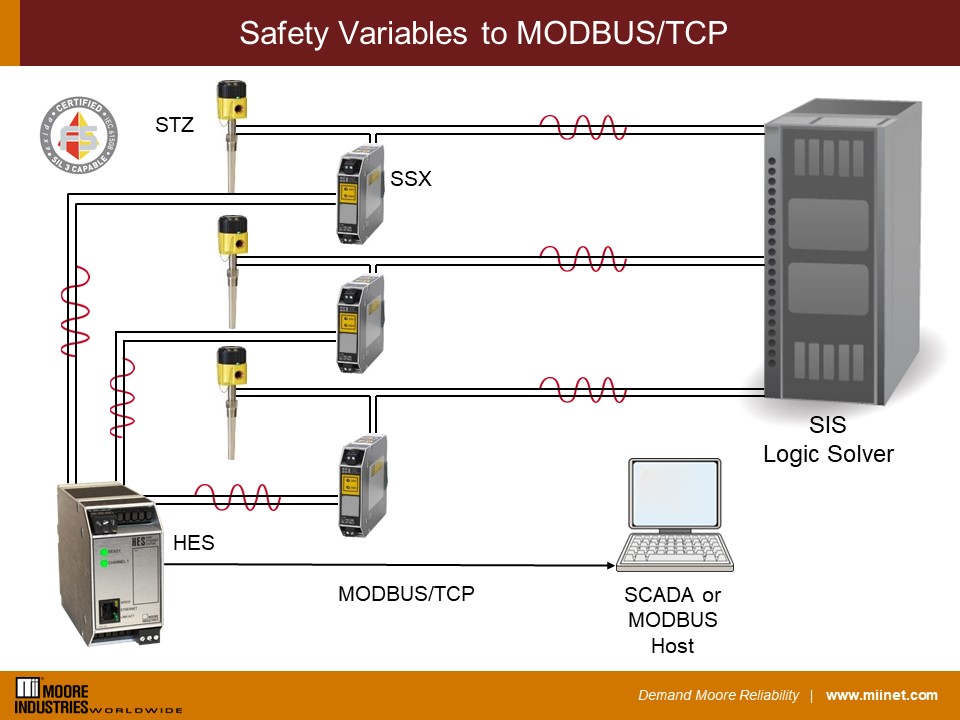
To each safety loop, the SSX HART Functional Safety Isolator is added to provide air-gap isolation between the safety loop and the HART-to-MODBUS converter. The exida® approved, SIL 3 capable SSX is certified for use in Safety Functions. The isolator is designed such that the HART digital signal crosses the air-gap isolation.
The output of each safety isolator can then be wired to three of the four channels on the HES HART-to-MODBUS converter. The HES reads the HART dynamic variables and diagnostic data of the STZ Temperature Transmitter and maps them to MODBUS registers awaiting the communication request from the MODBUS Host.
The SSX safety isolator is a powerful tool to get more functionality from safety systems.
Key Attributes:
- HART-to-MODBUS conversion with the HES
- Isolation from SIS with SIL-3 capable SSX Isolator
- All dynamic variables and diagnostics are safely delivered from the temperature transmitters in the safety loop to the SCADA System via MODBUS/TCP
Download HES Data Sheet or SSX/SST Data Sheet
The thermal conductivity of pure hydrogen makes for an efficient cooling medium for generators. However, under normal use contaminant like oil, vapor, water or air decrease the purity of the hydrogen. As the hydrogen contaminates cooling efficiency decreases and generation output decreases. That leads to loss of revenue and replacement power costs.
It is not unusual to have alarm contacts integral to your hydrogen purity analyzer. However, the commercial issues are important enough that many will have a redundant trip source for this application.
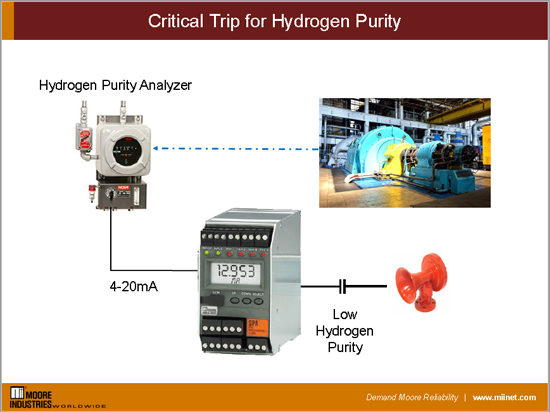
Our SPA2 Programmable Limit Alarm Trip's 20-bit input resolution with the Low Limit Process Alarm feature ensures that you will be notified when hydrogen purity decays.
The SPA2 can perform process alarming plus diagnostic alarming with as many as four output relays. Input and relays are all user-configurable. You can choose to latch your relays to force acknowledgment. The display is a full five digits and also has five alpha characters for your engineering units. Power the unit with AC or DC as the power supply is auto sensing.
Key Attributes:
- Process and diagnostic alarming
- Up to four output relays
- Site- and PC-Programmable with password protection
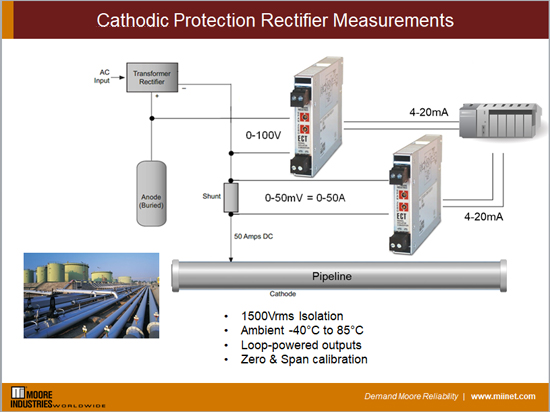
Monitoring cathodic protection rectifiers is important to verify their proper functioning. There may be rectifiers located in areas where you have no RTUs or PLCs available to get the rectifier signals on the network and back to the SCADA. In those cases, you will want an instrument that will measure all your rectifier signals and digitize them to be transmitted back to the SCADA. A good choice of instrument for this is the Moore Industries Cathodic Protection Monitoring System (CPMS).
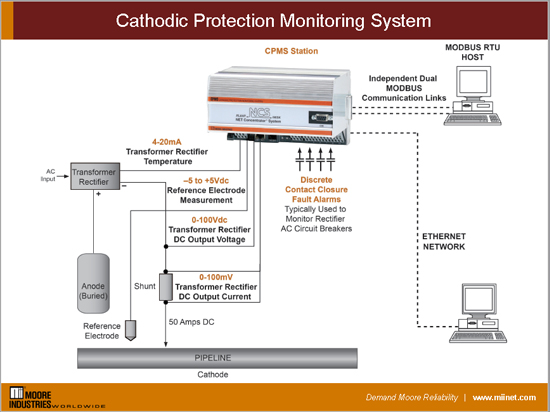
The typical signals off your rectifier are DC output voltage 0-100V, DC current through a metering shunt producing 0-100mV, structure to reference voltage -5V to 0 to +5V and you may have a 4-20mA signal representing rectifier temperature. Rectifiers commonly have redundant AC feeds and you will want to monitor the circuit breakers for each in the form of a discrete input.
Moore Industries’ CPMS can be configured to monitor one or two rectifiers. Once the rectifier signals are measured, they are stored in MODBUS registers and can be read either using serial MODBUS RTU or Ethernet MODBUS/TCP.
GPS can be added so banks of rectifiers can be turned off to better measure your pipeline voltages.
Key attributes:
- Simultaneous dual MODBUS RTU and Ethernet communications
- Quick and simple programming using a web browser
- GPS Time feature provides an optional method for keeping accurate time
Check out the CPMS in the Moore Industries’ catalog

A refinery uses a hard, ceramic lining in their fluid catalytic cracking unit (FCCU) reactor for greater wear resistance to abrasion. Ceramics, however, can develop cracks often caused by fast temperature changes. The cracks then get battered by the particulate matter and the cracks can enlarge. Should constant temperature shocks cause ceramic failure you need to be alerted. The ceramic is also a temperature insulation between the fluid and the outer metal reactor skin. One way to detect failure of the ceramic is to monitor the reactor skin temperature. A hot spot is a sign of trouble.
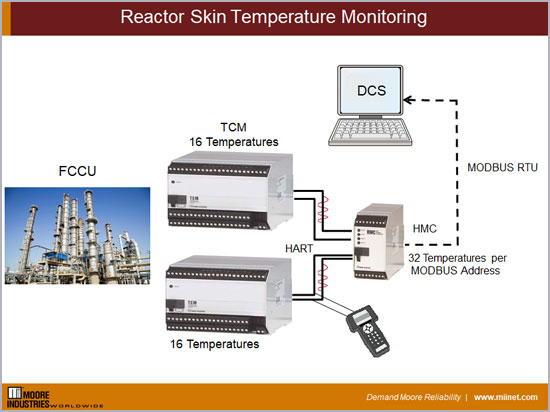
A very cost-effective instrument package to get all those skin temperatures into your DCS is the TCS Temperature Concentrator System. It starts with the TCM Temperature Concentrator Module which has 16-channel temperature inputs, with each input being sensor configurable for any RTD or TC utilized. The native output of the TCM is HART, but if you prefer, we can convert that to MODBUS RTU. Two TCMs can be converted to MODBUS by using one HMC HART-to-MODBUS converter. If you still have more points to collect, you can duplicate this system as many times as needed and then multidrop the MODBUS communication from each of the HMCs back to your DCS.
Key Attributes:
- Class 1, Div 2/Zone 2 or Intrinsically Safe with barriers
- Ambient tolerance: -40 to +85°C
- Temperature to MODBUS: Once it’s digital; keep it digital

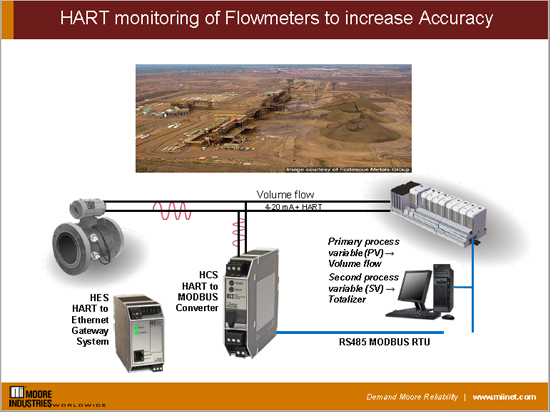
Many industries rely on the availability of water for their processes and to succeed in the current climate, companies must adapt to the changing conditions. Major companies are now marketing their “green” credentials. With iron ore mining, saving water in the washing process can lead to further savings down the process chain where water usage could be as high as 800 cubic meters/hour for the processing of 800 tons/hour of ore. The primary water source is saline water from underground bores, they manage the water resource with water re-injection, and the process owner is accountable for the water use. To achieve this the engineers require an improvement in accuracy over the existing 4-20mA loop from the magnetic flowmeters to their PLC, where they have also identified the totalization of the pulse count from the meter is not accurate.
With the existing magnetic flowmeter, they can tap into the improved digital resolution of the meter using HART protocol and the HCS HART to MODBUS Converter. The HCS is connected in parallel with the existing 4-20mA loop, and reads the primary process variable (PV) → Volume flow plus secondary process variable (SV) → Totalizer.
Additional Considerations
In some applications, flow rate and flow totalization are critical variables. A facility will use a flowmeter that they believe is producing accurate flow measurement and integration, but by the time that data gets into the SCADA, the values are questionable. There are several variables that may contribute to the questionable data quality like the accuracy and resolution of your input cards or timing issues in reading a pulse output.
Reading the data digitally can eliminate any and all variables. Since the flow rate and totalization are already digital in the flowmeter, a HART master product like the HCS can be used because it takes the 32-bit floats from the flowmeter and delivers them as MODBUS 32-bit floats to the SCADA. Once the rate and totalization is digital, it is best to keep it digital all the way back to the destination, and the HCS accomplishes that with its serial MODBUS RTU, RS-485 output. If Ethernet communications is required instead, the HES HART to Ethernet Gateway System outputs over Ethernet using the MODBUS/TCP protocol.
Key attributes:
- Keeping the signal digital increases accuracy and saves money
- HART to MODBUS conversion
- Get more data to your SCADA system

Excessive wellhead pressure can cause serious consequences to downstream personnel, production and production assets and the environment. It is therefore commonplace to have IEC 61511 compliant protection systems. Companies implement various strategies but most common are 1oo2 or 2oo3 architectures for compliance to SIL 2 or SIL 3.
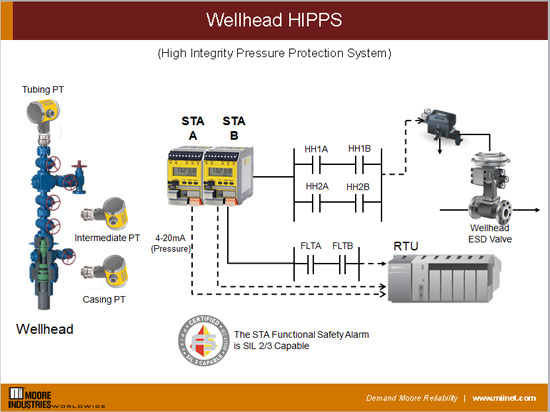
The STA Functional Safety Limit Alarm Trip logic solver was designed for such SIF (Safety Instrumented Function) executions and is certified by exida for use in Safety Instrumented Systems as SIL2/3 capable. The simple push-button field programming or easy to use free PC programming software user interface is most beneficial to a cross-section of users. Plus, its high ambient temperature specifications and suitability for installation in Class I, Div 2 / Zone 2 environments make it ideal for any upstream installation. The STA also has high RFI and EMI Immunity to minimize nuisance trips due to noisy environments.
Key attributes:
- Exida approved for use in a Safety Instrumented Systems
- The SIL 2/3 Capable STAs are much simpler to program than safety PLCs and cost significantly less
- Suitable for extreme environments
When a refinery’s analytical shelter is upgraded, the number of measurements typically increases instead of decreases. It is a common experience that insufficient numbers of wires are available to send additional signals back to the BPCS or SCADA package. It is well known how expensive it is to lay new wires, especially when they transverse hazardous areas, so most facilities seek a more economical and effective alternate technology, such as Remote I/O.
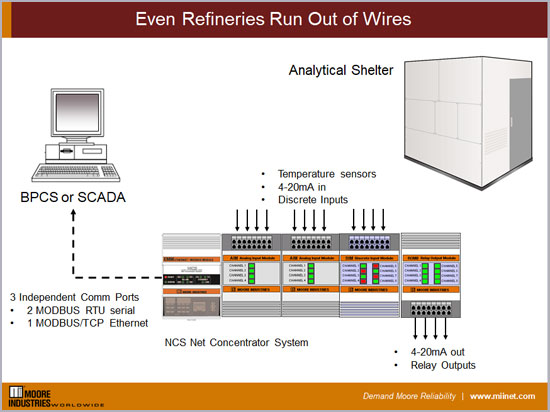
Remote I/O systems, such as the Moore Industries NCS Net Concentrator System, can be mounted in or near the shelter with the signals that need to be sent to and from the SCADA being wired to the NCS I/O modules. This removes the need to send signals using the underground wiring, making that wire available for RS-485 serial communications (MODBUS RTU) back to the host, and eliminates the need for any additional wires.
Naturally, the installed infrastructure will vary for each analytical shelter. When a facility has an Ethernet network already installed that can be used with the NCS which has an Ethernet connection and MODBUS/TCP protocol as standard features. It includes three independent communication ports, 2 serial and 1 Ethernet, allowing multiple systems to poll the same data.
Key attributes:
- Wide range of I/O types and number of points
- Ethernet connection and MODBUS/TCP protocol as standard features
- Suitable for Class I Div 2/Zone 2 environments and -40 to 85C ambient operating environment
Refineries have the need to share process signals across multiple systems. Steam flow from a process unit, for example, might have to be shared with the powerhouse.
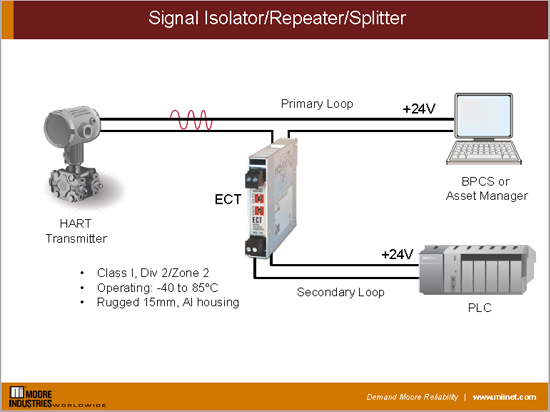
Invariably you will share or split this primary process variable (PV) off to the secondary system through an Isolator. The isolator assures that the primary loop will continue functioning should accidents or maintenance disable the secondary loop. In order to ensure that the secondary area does not have access to the transmitter’s HART signal, choose an isolator such as the Moore Industries ECT-DIN Signal Isolator and Converter. It is loop-powered by the secondary system (PLC) and it blocks the HART digital signal.
Key attributes:
- ECT is a signal splitter whose output follows failed inputs down below 3mA
- HART Blocking
- Superior RFI/EMI and common mode noise rejection

MODBUS is very popular in the oil and gas upstream market while loop-powered HART transmitters still dominate and minimize your wiring. The problem is combining the two protocols effectively and economically.
The Moore Industries HCS HART Concentrator System HART-to-MODBUS RTU Converter is a very popular solution. The front-end of the HCS is a HART master which polls each of the HART devices grabbing all the Dynamic Variables and all the diagnostic bytes if desired. The data is stored In MODBUS registers waiting for the SCADA or RTU to make the request. The communication physical layer is RS-485 serial.
Should Ethernet communications be preferred instead of serial, the HCS has a sister product, HES HART to Ethernet Gateway System, which uses MODBUS/TCP over Ethernet
Key Attributes:
- Keeping the signal digital increases accuracy and saves money
- Simple configurable HART to MODBUS converter
- Up to 16 transmitters on HART network
- Poll all Dynamic Variables + all Diagnostics
- Suitable for use in Class I, Div 2/Zone 2 areas
- Ambient tolerance -40 to +85°C

Natural gas is transported at high pressure, however, it is distributed to industrial users at a lower pressure. Pressure reduction stations are used at these distribution junctions to reduce the gas pressure using a throttling valve. However, a large reduction in pressure will cause a significant drop in the temperature of the gas of approximately 5°C for each 1000kPa reduction in pressure, known as the Joule-Thompson effect. The natural gas must be heated using an indirect Water Bath Heater (WBH) before the pressure is reduced in order to avoid the formation of ice crystals and hydrates which can cause major damage to equipment. If preheating is not applied within the process, equipment may also experience embrittlement of piping and fittings, and blockage of filters and regulator/valve seats.
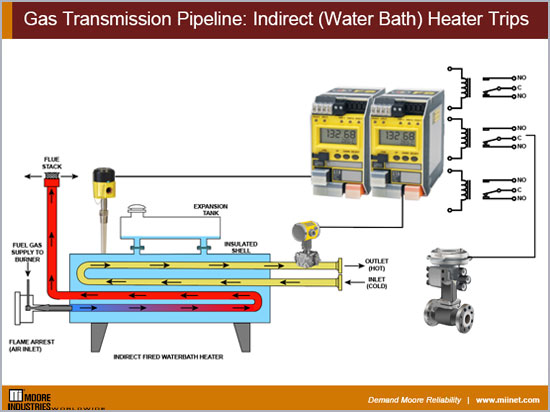
Water bath heaters burn a fuel such as fuel gas or fuel oil within the horizontal “U”-shaped firebox immersed in the lower portion of the water bath. The heat released by the burning fuel is quickly transmitted through the fire tube wall to the water bath, maintaining it at the desired temperature. The fluid to be heated (natural gas, oil, process fluids) flow through the process coil of the heater which is immersed in the upper portion of the water bath. Heat is transmitted from the hot water bath through the tube-wall to the fluid inside the process coil.
The heater temperature controller maintains the water bath temperature at the desired level by controlling the firebox fuel gas supply. A temperature of 87 ˚C is considered the maximum temperature for operation. It is best to operate the heaters at less than 87 ˚C when inlet condition and/or outlet temperature requirements allow. Operating the bath temperature at the minimum temperature required to give hydrate protection in either the pipeline or separator not only saves fuel, but provides maximum liquid recovery in the downstream equipment.
Water bath heaters may also be used for heating transfer fluids; regeneration gas heating, vaporizing and superheating LPG and LNG; and heating sensitive gases and fluids, such as crude oil, helping to reduce its viscosity and enhance separation efficiency in upstream process units.
The safety of these heaters is paramount, given the environment in which they operate. IEC61508 certified SIL2/3 capable Alarm Trips such as the Moore Industries STA Safety Trip Alarm are commonly employed in the protection systems of indirect Water Bath Heaters for high temperature trips on Flue stack, Low Pressure Switch for Fuel gas, and can be used to alarm on overpressure heater tank, burner failure, changes in fuel pressure, low water level, and low heat output.
The STA Safety Trip Alarm is exida certified up to SIL 2/3 capable, can detect abnormal operating conditions (Hi Temperature – Hi & Lo Pressure) and provide Fail Safe relay outputs to independently manage the safe operation of the water bath heater.
Key attributes:
- Class I Div 2/Zone 2 approval and local display
- Third-party exida certified SIL2/3 capable
- Multiple trip voting available if needed
View the STA in the online catalog.
High pressure natural Gas pipelines criss-cross every continent, and many countries. The United States alone has more than 200 existing natural gas pipeline systems, which together form a network of nearly 500,000 km of gas transmission1. These pipelines need to mitigate the risk of explosion due to pipeline ruptures. There are several possible causes of failure. External interference is historically the main cause of loss of gas and accounts for about 40% of all incidents leading to a release of gas. Corrosion accounts for up to 15% of all historical incidents, and material failure / construction defect is known to account for up to 15% of all incidents2.
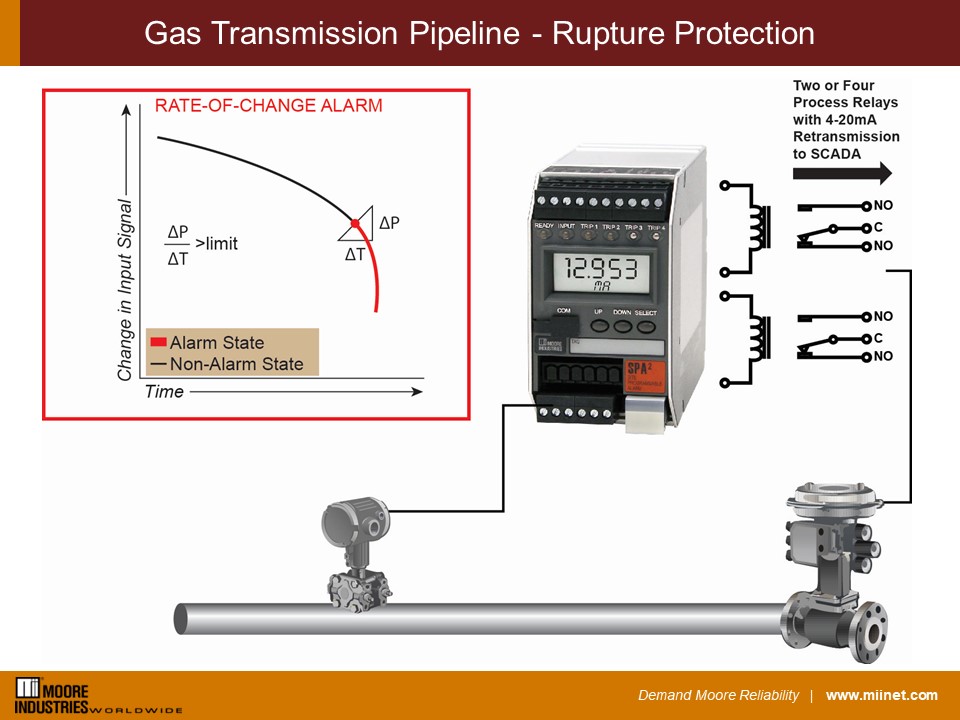
Automatic protection systems are employed to close valves and prevent the release of gas in the event of a pipeline break. These systems are critical to safe, economic operation of the pipelines. A proven reliable method to identify a pipeline break is to detect the “abnormal” value of the rate of pressure drop (DP/DT) relative to values established during the normal operation of the pipeline. An alarm trip is used to monitor these conditions and alert the control system when set parameters have been exceeded.
The Moore Industries SPA2 Alarm Trip continuously monitors pipeline pressure dynamics to provide early detection of pipeline pressure changes. The alarm trip can be used to provide operator warnings or initiate valve execution. Closure of the Main Line Valve on either side of the leak can be triggered automatically by an excessive sustained sudden drop in line pressure. These systems, used in conjunction with other devices and systems, can mitigate a rupture. The SCADA system, which includes telemetered data from the valve stations, keeps the operator informed of abnormal events giving him the option to take further action.
Key attributes:
- Rate-of-Change alarming and absolute pressure alarming can be combined in a single unit
- Up to four SPDT relays rated at 5A 250VAC/24VDC
- Suited for installation in Class I Div 2/Zone 2 locations
1.United States Studies Centre, It Doesn’t Have To Be This Way.
https://www.ussc.edu.au/analysis/australias-energy-crisis-americas-energy-surplus
2.APA, PRELIMINARY HAZARD ANALYSIS OF THE NATURAL GAS DELIVERY, P.27
https://www.apa.com.au/media/175530/ywl%20preliminary%20hazard%20analysis.pdf
Many applications require a control valve to remain in the position it held prior to loss of power or loss of signal from the control system: Valve Hold in Place or Lock in Last is applied upon loss of the control signal. The Valve Hold in Place strategy uses solenoid valves in the Open/Close airlines between the positioner and actuator and it uses a trip amplifier, like the Moore Industries Model ECA, monitoring the 4-20mA control signal.
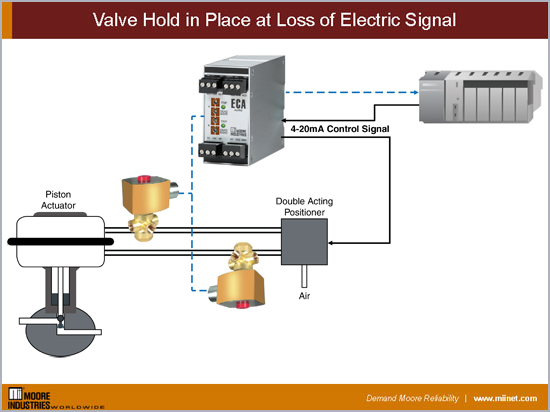
The relays of the trip amplifier are controlling the Open/Close status of the solenoid valves. In normal operation the two solenoid valves are energized and the valves are open allowing passage of the air from the positioner to the actuator. Upon loss of the 4-20mA control signal, the trip amplifier de-energizes its relays closing the solenoid valves. With the solenoids closed the air is trapped within the actuator’s loading chamber, locking and holding the control valve at the last position. Because the trip amplifier’s relays are failsafe, the same solenoid closures would occur upon power failure to the trip amplifier. When loss of signal or failure occurs a secondary contact alerts the controller that the valve is in a Hold in Place position.
The trip amplifier can switch solenoids with a coil voltage up to 250 VAC/5A or 30VDC/5A. The response time of the trip amplifier to a loss of the control loop is <50mS.
Key attributes:
- Fast speed of response for the failsafe relays
- Contacts ratings for both DC and AC solenoids
- Fully-adjustable trip point

A temperature excursion on the HPump system motor, when discovered in time, can mean that only some minor maintenance is needed. If that same temperature excursion isn’t caught early-on, however, components such as front and rear bearings, windings, and thrust bearings can be damaged. Repairs are very costly and could impact production.
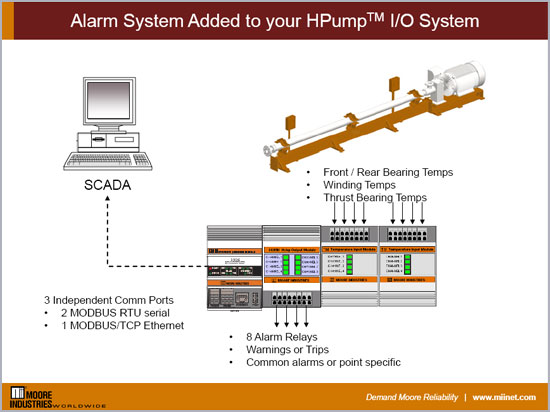
The Net Concentrator System (NCS), a rugged I/O system that can handle the harsh environments surrounding these pumps, will measure all the temperatures and deliver them back to the SCADA or control system as MODBUS. More importantly in terms of motor protection, the NCS I/O hardware has a simple configurable alarm capability called the Multiple Analog Alarm (MAA) that provides relays for warnings or trip functions. When the MAA feature is implemented,, the SCADA can also read the same alarm warnings and trips as MODBUS registers.
Key attributes:
- Wide range of I/O types and number of points
- Flexible alarm application that is configured through the on-board web server
- Suitable for Class I Div 2/Zone 2 environments and -40 to 85C ambient operating environment
HPump is a trademark of Baker Hughes Incorporated
It is becoming increasingly more common to bring process measurements into our systems using Ethernet. The Moore Industries TCM Temperature Concentrator Module has been available with HART communications plus Modbus RTU serial for many years. The HES HART to Ethernet Gateway System converts HART data to Modbus/TCP and thus opens up the option to bring the data into the host using Ethernet.
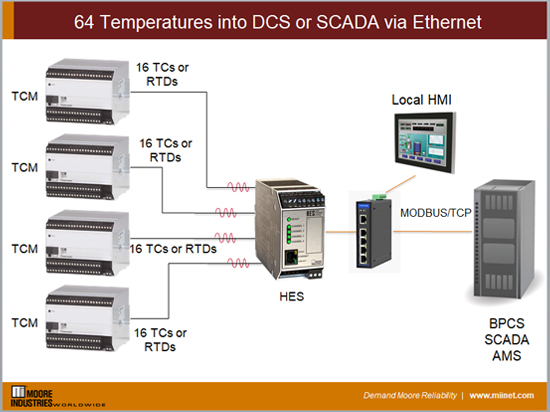
The TCM measures 16 temperatures from thermocouples or RTDs. It can be located close to the process because it has excellent ambient temperature specifications and is certified Class I, Div 2 and Intrinsically Safe. The loop-powered TCM will send its data back to the HES via HART protocol.
The HES is available as a single channel or four channel gateway. The signal channel model converts 16 temperatures to Modbus/TCP and the four channel model converts 64 temperatures to Modbus/TCP. Each HES retrieves process variable data with HART command 03 or command 09. It also retrieves all the diagnostic data with command 48, making it a very effective gateway to use with Asset Management Systems.
Key Attributes:
- Ambient Temperature: -40 to 85°C
- HES embedded web server makes reading data and identifying Modbus registers simple
- TCM has a universal temperature front-end for any sensor
Corrosion of production structures and pipelines is costly in terms of the environmental impact and production loss. Impressed current protection systems can protect those structures but the Rectifiers should be monitored to assure proper functionality. If an RTU is already installed near the rectifier and the RTU is on the SCADA network, connecting the rectifier to the SCADA is quite simple. We simply connect the rectifier signals to the local RTU.
Signal conversion is typically required for the high DC Voltage and Current outputs of the rectifier. Moore Industries’ has provided thousands of ECT Signal Isolator and Converters over the years to make these exact signal conversions. One model of ECT converts the rectifier voltage output of 0-100Vdc or 0-50Vdc to 4-20mA. The high level of DC Current output (0-100A or 0-50A) passes through a metering shunt which produces 0-50mVdc. Another model of ECT converts the 0-50mVdc into 4-20mA signals which are easy for the RTU to process.
The ECTs are most commonly output loop-powered by the RTU, but they can be provided to be mains (or line) powered.
Key Attributes:
- Ambient temperature: -40 to 85°C
- Isolation: 1500Vrms
- Housing: Rugged Aluminum DIN mount enclosure
Wastewater treatment plants not only handle waste but often times turn that waste into electricity. In order to keep these small bio-electric plants running efficiently, they have to monitor and control temperature.
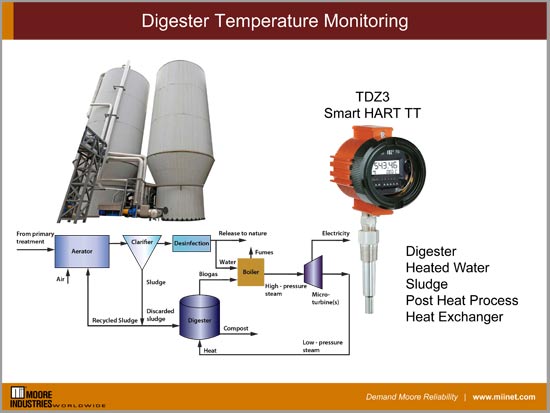
The TDZ3 Smart HART Temperature Transmitter and full assemblies offer dual input capability, advanced diagnostics, 20 bit input resolution and a five year repeatability specification that will keep your digester and downstream co-generation plant running smoothly and efficiently. The TDZ has worldwide hazardous approvals and is configurable with any HART compatible host or handheld and is also DTM programmable with any FDT compliant host, such as PACTware.
Key Attributes:
- Dual input and advanced diagnostics
- Superior five year repeatability specification
- Full temperature assemblies available
Due to their efficiency and energy savings, VFDs (Variable Frequency Drive) are replacing AC and DC motors in water and wastewater facilities. Unfortunately, VFDs can generate a lot of high frequency noise that can wreak havoc on control and monitoring devices such as PLCs and distributed control systems. Good shielding and grounding schemes will certainly mitigate these issues but many facilities are quite old and don’t have the adequate time or resources to constantly troubleshoot the sources of common mode noise.
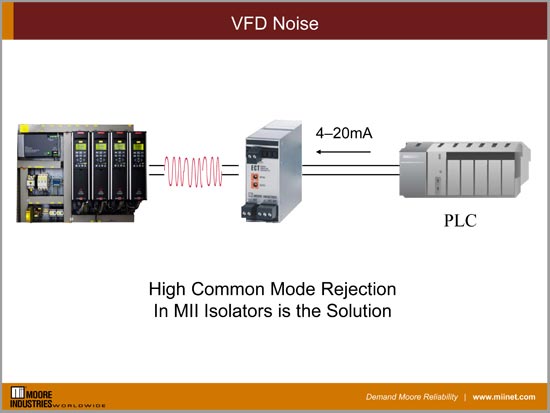
If this is a common challenge at your facility consider installing the Class I Div 2, UL approved ECT DIN signal isolator. The ECT is housed in a rugged RFI/EMI immune case and provides a high level of common mode noise rejection that will filter out the extraneous high frequency noise that is on the 4-20mA signal from the VFD. The ECT is a two wire, output loop powered device and receives its power from the DCS or PLC input card.
Key Attributes:
- High common mode noise rejection
- UL and Class I Div 2 approved
- Excellent RFI/EMI immunity
Chlorination metering and accurate dosing is a critical process at all water plants. Sometimes dual or redundant metering and dosing are required.
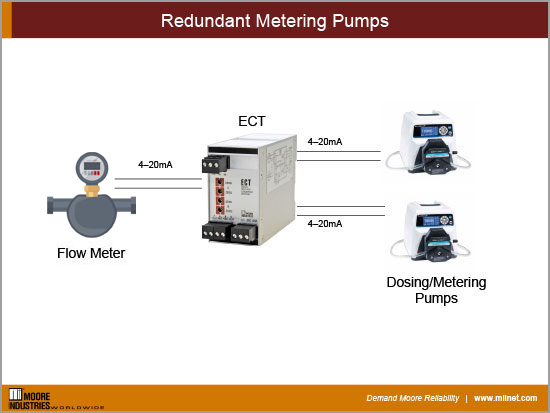
When this need arises consider the ECT DIN Signal Splitter. The Class I Div 2/Zone 2 ECT splitter receives one input from a flowmeter or other transmitter and produces two identical and fully isolated outputs to two other remote locations. This allows full redundancy when required and allows either of the two outputs to be disconnected (online maintenance) without having an effect on the other. The ECT is a four wire device powered with 24DC, 117VAC, or 230VAC and offers loop input power to the flowmeter or field transmitter when required. The metal case provides excellent immunity to RFI/EMI noise.
Key Attributes:
- Two fully isolated and independent outputs
- Input loop power for any two-wire field transmitter
- Excellent RFI/EMI immunity
You can’t always plan for every loop condition when starting your facility up. Sometimes input cards are active and sometimes passive. Transmitters are sometimes line powered (four-wire) which usually have active outputs, and sometimes they are passive (two-wire). Did the contactor install the right input cards on the PLC? Does the building automation system read HART input?
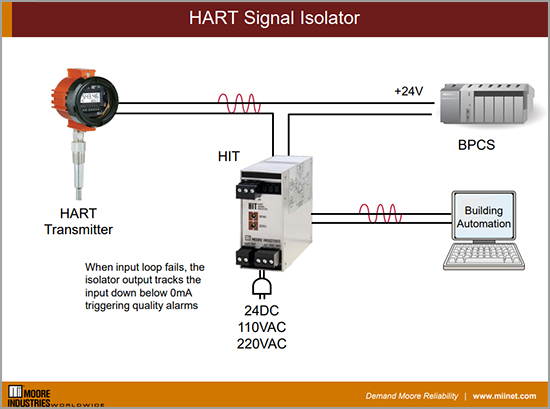
When those unplanned situations exist, you can turn to the HIT HART Pass-through Signal Isolator. The HIT isolator provides superior noise rejection and full three-way isolation with HART pass-through capability. Another very important feature of the HIT that is that the output will track the input all the way to 0mA when it fails; as opposed to most other isolators that simply go to 4mA – which is always difficult to ascertain between a failure of the input or just 0% scale. Lastly, the HIT can be used on non-HART or HART based loops when asset managers need that valuable diagnostic and calibration data.
Key Attributes:
- Class I Div 2/Zone 2 approval
- HART pass-through capability
- Output tracks to 0mA on failed input

Pharmaceutical and semiconductor building and process unit temperature control require sensitive and accurate measuring sensors and transmitters.
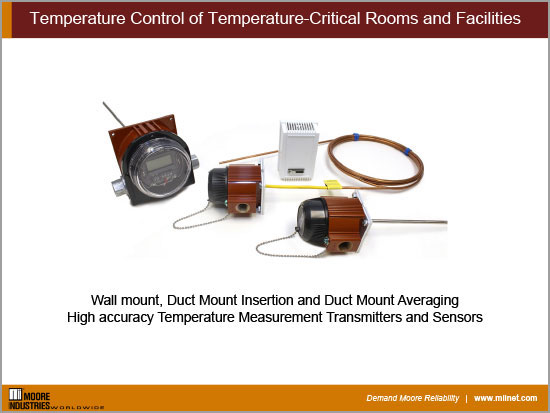
Moore Industries offers an entire family of sensors and transmitters designed especially for these building automation and process room needs. Additional drawings, specifications and installation recommendations can be found on our Hi-Tech Datasheet.
Key Attributes:
- Special duct mount designed sensors
- Unique Duct Mount Averaging Sensor that ensures most accurate measurements
- NIST traceable calibration certifications available

In the early stages of refining crude oil has to go through selective hydrogenation steps. During these steps, the temperature is a key process variable that has to be monitored carefully.
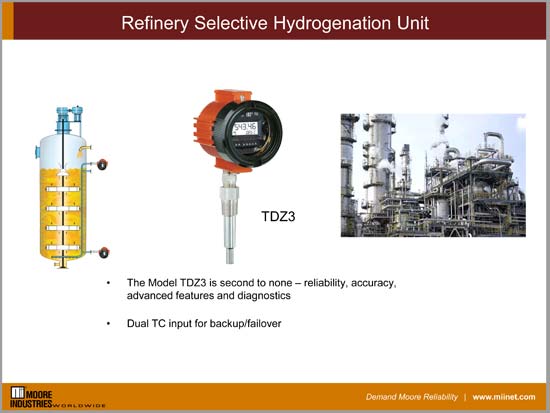
When critical temperatures have to accurately and reliably be monitored, turn to the TDZ3 Smart HART Temperature Transmitter. The TDZ3 is a dual input capability that allows two sensors to be monitored in a primary and secondary configuration. Should the primary sensor fail, the TDZ3 will automatically switch over to the secondary sensor and send out a HART diagnostic alarm. The TDZ3 also has advanced sensor diagnostics that allow sensor drift detection and thermocouple impedance levels for thermocouple burnout situations. The TDZ3 also comes with full worldwide hazardous areas approvals.
Key attributes:
- Dual input for failover/backup
- HART or DTM programmable
- Advanced sensor diagnostics and worldwide hazardous areas approvals
Thermocouple extension wires are not only expensive but are a primary culprit of measurement error over time. Corrosion and susceptibility to plant noise are common sources of measurement error due to long TC extension wire runs.
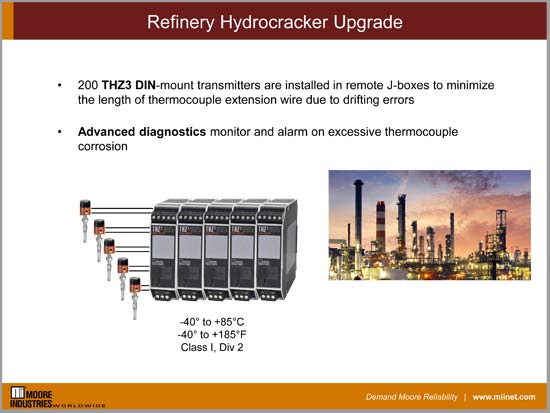
Hydrocrackers used a lot of thermocouples. You can reduce lead wire expenses and thermocouple measurement errors by taking a different approach of installing DIN rail temperature transmitters in the field, close to the process, and running shielded twisted pair back to the DCS. The Class I Div 2/Zone 2 approved THZ3 Smart HART Dual Input Temperature Transmitter is a highly accurate and repeatable DIN rail temperature transmitter with advanced diagnostics.
If your control system’s input cards can read HART, you can further reduce your measurement cost per point by bringing two sensors to each THZ3 and reading the PV and SV dynamic HART variables, which represent Sensor 1 and Sensor 2 respectively.
Key Attributes:
- Class I Div 2/Zone 2 approved DIN version of THZ3
- Dual input capability may reduce cost per point
- High ambient operating temperature range of -40 to 85C (-40 to 185F)
In refineries, the temperature is one of the highest volume measurements that exists. Reducing the cost of these measurements, which are often in hazardous areas, is always a top priority.
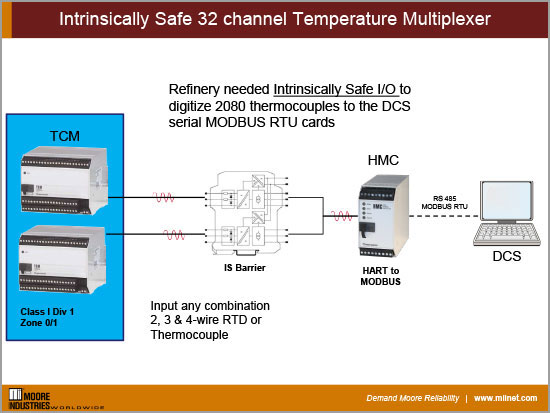
When you have several temperature points that are located in hazardous areas, look to the TCS Temperature Concentrator System. The TCS consists of one or two TCMs and an HMC. The TCM is a 16 channel universal temperature multiplexer that communicates to the HMC via HART. The HMC in turn converts the HART temperature data into MODBUS RTU protocol for the DCS to read. The TCM can be installed in Class I Div 1/Zone 0 areas and can multiplex up to 32 channels of temperature per HMC. This drastically reduces the temperature cost per point as opposed to running sensor extension wire all the way back to the DCS or control room.
Key attributes:
- 32 channels of multiplexed temperature reduces the cost per point
- PC programmable TCM and HMC with free programming software
- Worldwide hazardous area approvals
Industries such as mining operations, pharmceutical, pulp or paper manufacturing have conveyor belt systems that should they run too fast or too slow could cause dangerous process conditions downstream. Due to the criticality of these belt speeds, Safety Instrumented System (SIS) may be implemented to protect the process and personnel.

When conveyor belt speed monitoring is important, consider the FDY PC Programmable Frequency-to-DC Converter. The FDY monitors frequency, period, high or low pulse width, and contact closure signals and converts it to a linear and isolated 4-20mA signal. The two-wire loop powered FDY has worldwide hazardous areas approvals and sets up in just a few minutes with easy to use PC programming software.
Key Attributes:
- Universal programmable input
- Local display and Free PC programming software
- Worldwide hazardous area approvals

Many facilities have processes that deal with dangerous gasses and chemicals that could leak under accidental or abnormal process conditions. A layer of protection or alarm system typically referred to as a Safety Instrumented System needs to be implemented in order to protect personnel and the environment.
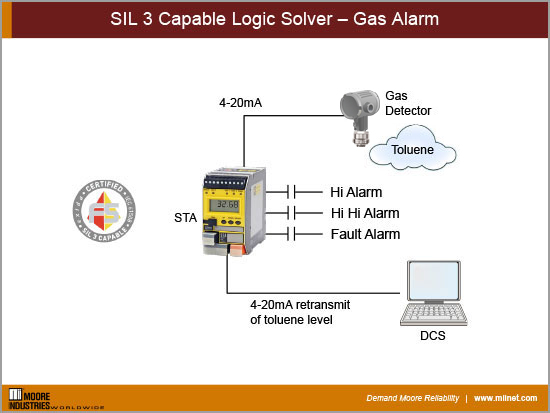
Protect personnel and the environment with the STA Functional Safety Trip Alarm as your Safety Instrumented System logic solver by monitoring the gas levels and shutting down the process when a leak or abnormal process disruption takes occurs. The STA is simple to program and has an auxiliary analog output for retransmission to a separate host system. The STA is SIL 2/3 capable, approved by exida and rated Class I Div 2/Zone 2.
Key attributes:
- SIL 2/3 capable and exida approved
- Easy programming
- Class I Div 2/Zone 2 approval and local display
Many manufacturing facilities have many process loops where a bank of displays or panel meters are needed for installation in control rooms or in remote cabinets.
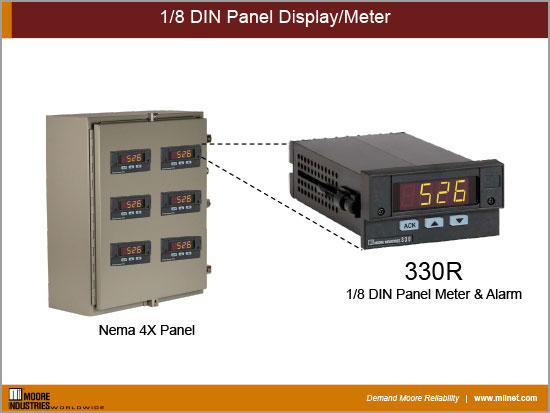
When a panel meter display is required, consider the Nema 4X 330R 1/8 DIN Process Display and Panel Meter. The 330R has a large 4 digit LED display and accepts all T/Cs, RTDs, mA, V and millivolt inputs. The unit is powered with any voltage between 90-250VAC and is to program through the front pushbuttons and easy to navigate the menu. The 330R has additional options that include analog retransmission, two SPDT alarms and a loop power supply to power a two-wire instrument that is tied to its input.
Key Attributes:
- Easy to program and large 4 digits LED display
- NEMA 4X front and universal AC power supply
- Options include: Two alarms, analog retransmission and loop power supply

Manufacturing facilities often have many process loops where the transmitter’s local display is either remote or not at eye level.
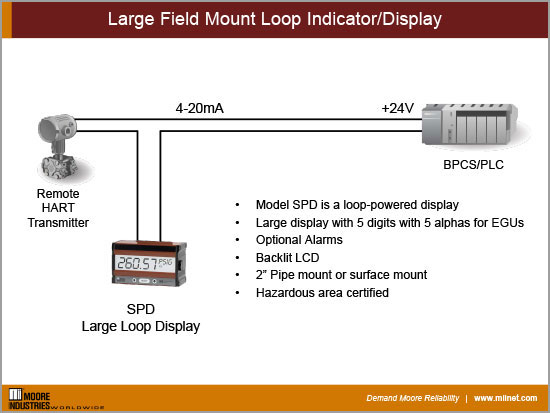
When loops require local indication for operations or plant personnel, consider the Nema 4X SPD PC Programmable Loop Display that only consumes 2.3 volts. The SPD is a loop powered or line powered (unit with alarms) indicator with a full five digits for process variable and engineering units (EGU) readout. The SPD has an optional backlit LCD and two SPDT alarms.
Key Attributes:
- Large loop display that is easy to program with free software
- Worldwide hazardous area approvals
- Backlit LCD and two alarms optional

Manufacturing facilities have many process loops where the transmitter’s local display is either remote or not at eye level.
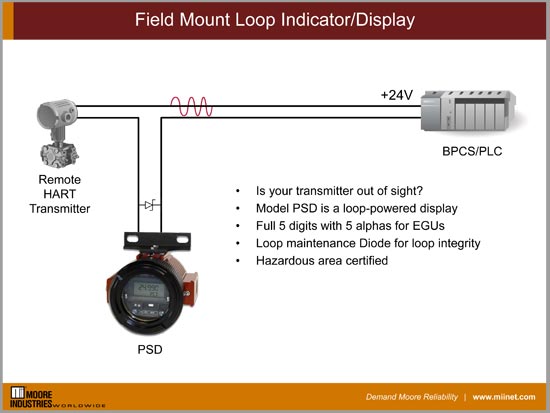
When loops require local indication for operations or plant personnel, consider the PSD PC Programmable Loop Display. The PSD is a loop powered indicator with a full five digits for process variable and engineering units (EGU) readout. A loop maintenance diode option is available that allows the removal of the PSD from the loop without disrupting or breaking the current loop. The PSD is PC programmable with free easy to use software and even allows a 128 point custom curve creation for non-linear signals.
Key Attributes:
- Easy to program with free software
- Worldwide hazardous area approvals
- Loop maintenance diode allows removal of PSD from loop with no effect

Industrial compressors are often used in large facilities to supply headers with air for pneumatic instruments and valves. These compressors have to run at precise speeds. If these compressors start to run too fast they can become very dangerous and expensive to repair.
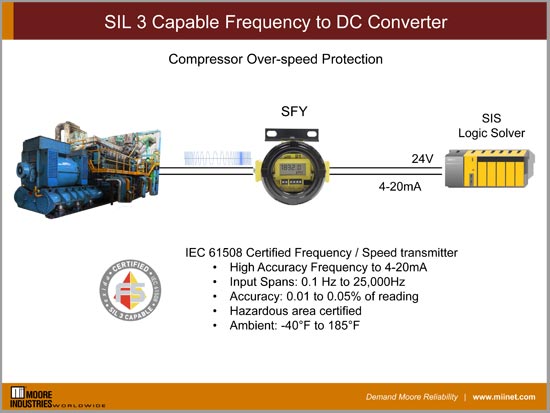
If you have compressors or rotating equipment that is critical enough to require a Safety Instrumented System, consider the Functional Safety SFY PC Programmable Frequency-to-DC Converter. The SFY is an exida approved SIL 3 capable frequency-to-DC transmitter that monitors frequency, period, high or low pulse width, and contact closure signals and converts it to a linear and isolated 4-20mA signal. The two-wire loop powered SFY has worldwide hazardous areas approvals and sets up in just a few minutes with easy to use PC programming software.
Key Attributes:
- exida approved SIL 3 capable
- Local display and Free PC programming software
- Worldwide hazardous area approvals

Many manufacturing facilities have several critical points of temperature that has to be monitored. Some of these are so critical that they are part of a Safety Instrumented System (SIS).
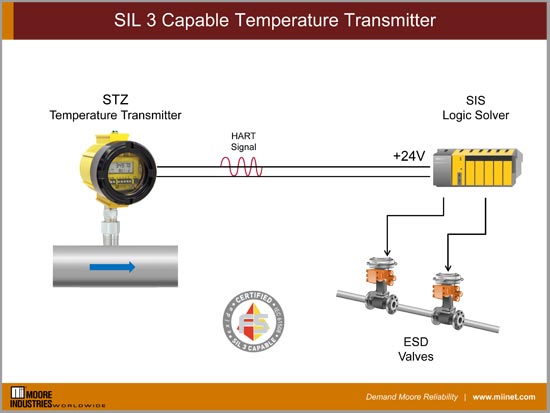
When these critical SIS temperature measurement needs arise, consider the Functional Safety STZ Smart HART Dual Input Temperature Transmitter for your Safety Instrumented Functions (SIF). The STZ is an exida approved SIL 3 capable temperature transmitter featuring dual sensor input capability that allows for failover or backup mode when primary sensors fail. The STZ transmitter family can be HART or DTM programmed and carries worldwide approvals.
Key Attributes:
- exida approved SIL 3 capable temperature transmitter
- Backup or Failover mode on a primary sensor failure
- HART or DTM programmable with worldwide hazardous area approvals

Many processes require critical cooling water lines for in-line process operations or for emergency cooling. If a process doesn’t get the required cooling water or a process temperature cannot be lowered quickly enough, layers of protection have to be put in place.
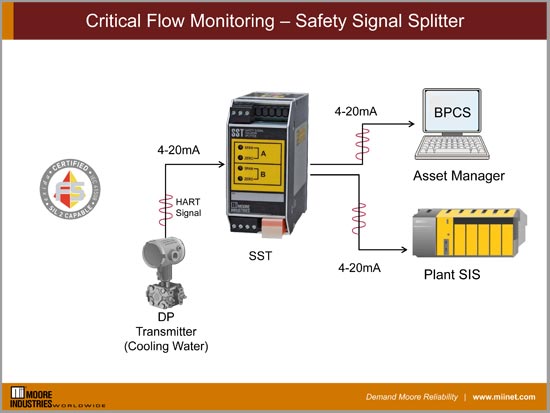
Due to the dangerous nature of these types of situations, Safety Instrumented Systems (SIS) are often implemented. Often these flow rates are also monitored by the Basic Process Control System (BPCS) too. When this is a requirement, look to the Functional Safety Series SST Safety Splitter. The four-wire SST is an exida approved SIL 2 capable signal splitter, with Class I Div 2/Zone 2 approval, that sends your critical process signal to two remote locations. The SST also passes valuable HART diagnostic and process variable data through the SST in case asset managers need to view calibration or other essential diagnostic data from the field transmitter.
Key Attributes:
- exida approved and Class I Div 2/Zone 2, SIL 2 capable for SIS loops
- Full four way isolation up to 500Vrms between power and all input/outputs
- Passes critical HART data from field transmitter

Many manufacturing facilities and operations have critical monitoring areas like high pressure steam lines that if not monitored closely could cause serious injury to personnel and process equipment. Often Safety Instrumented Systems (SIS) are put into place after HAZOP studies.
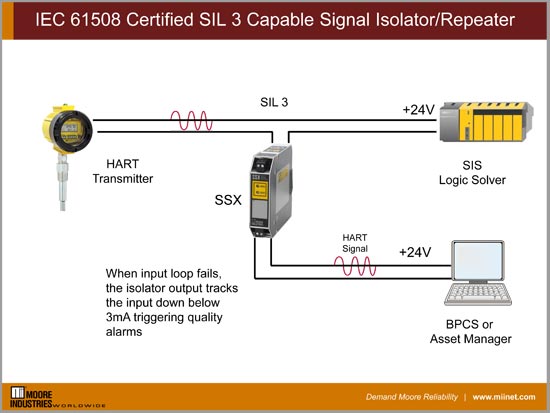
If the SIS is implemented consider looking to the SSX Functional Safety Signal Isolator. The SSX is an exida approved SIL 3 capable isolator with HART pass-through capability. The SSX allows you to share that critical process variable, whether steam or temperature, with both your SIS logic solver and your Basic Process Control System or Asset Manager. This affords you the protection and added safety by not having to worry about losing your primary safety loop when you work on your secondary BPCS-side loop.
Key attributes:
- SSX is exida approved and SIL 3 capable
- Class I Div 2/Zone 2 approvals
- HART pass-through allows critical signals to be shared with asset manager
Upstream oil and gas, mining, and metal processing operations and food and beverage facilities oftentimes have processes that deal with critical pressures that could spike during abnormal process conditions. A layer of protection or alarm system typically referred to as a Safety Instrumented System needs to be implemented in order to protect personnel and the process.
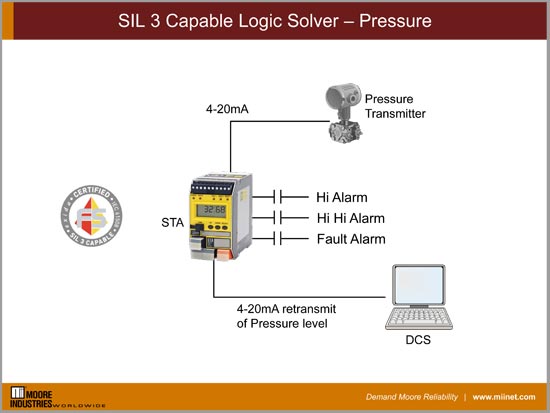
Protect personnel and your process with the STA Functional Safety Trip Alarm as your Safety Instrumented System logic solver by monitoring pressure levels and shutting down the process when a spike or abnormal process disruption takes occurs. The STA is simple to program and has an auxiliary analog output for retransmission to a separate host system. The STA is SIL 2/3 capable, approved by exida and rated Class I Div 2/Zone 2.
Key attributes:
- SIL 2/3 capable and exida approved
- Easy programming
- Class I Div 2/Zone 2 approval and local display
Most manufacturing operations are full of HART smart instruments. Often there are additional process variables from these HART devices that are being measured but simply can’t be monitored because the field device only has one 4-20mA output. If the DCS or BPCS is HART capable then these hosts could poll these smart HART instruments for this additional diagnostic and process data. Unfortunately upgrading older input cards or legacy control systems to be HART smart compatible can be quite expensive.
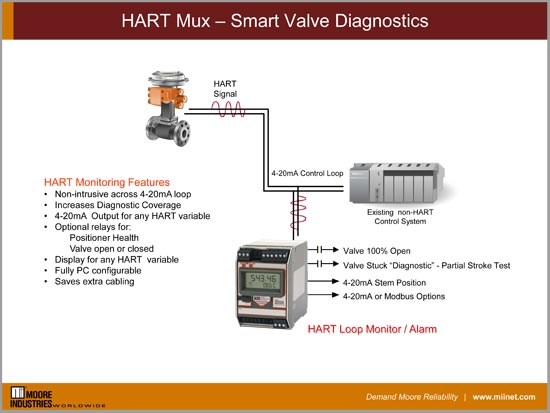
When this condition exists, utilize the Class I Div 2/Zone 2 approved HIM HART Interface Module. The HIM has the ability to poll any HART smart device and turn its digital HART process measurement data into 4-20mA signals (up to three) for retransmission to any host. In addition the HIM has optional alarm relays (up to two) that can be used to alarm on anything from diagnostic bits, transmitter status to process variable limits. The HIM is even multi-drop capable with an optional MODBUS RTU output that allows a remote MODBUS RTU host to poll it for the field transmitter’s HART variables; thus turning the HIM into an industrial HART-to-MODBUS gateway.
Key Attributes:
- HART to Analog Conversion: up to three AOs and two relay alarms
- Local display
- Class I Div 2/Zone 2 approval

Most process facilities have a lot of valves controlling chemical feedstock, finished product, steam and water. The top works (actuators) are being upgraded on most valves to include a smart HART positioner. These positioners offer tighter control and provide a lot more diagnostic and process data.
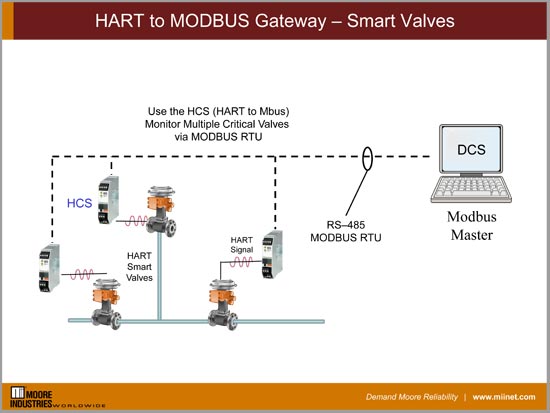
If your facility has smart HART positioners on valves, and you would like an efficient way to monitor these valves at a central monitoring location, consider the HCS HART Concentrator System. The HCS is HART-to-MODBUS RTU gateway that can be multi-dropped throughout your facility on one twisted pair and connected to a central MODBUS RTU host or SCADA system. The HCS is a HART master and polls the smart HART positioner for its process variable data points, such as stem position, stroke percentage, temperature, set point and diagnostic bits that warn of potential trouble. This HART data is then mapped to MODBUS RTU so it can be polled remotely by a MODBUS host. Each HCS can have up to 16 smart HART devices attached to it.
Key Attributes:
- Queries smart HART device for process data and diagnostics
- Converts HART data to MODBUS RTU
- Polls up to 16 HART devices per HCS
There many HART smart instruments installed throughout all manufacturing facilities, many of which are multivariable instruments which have additional process variables that are available via the HART signal.
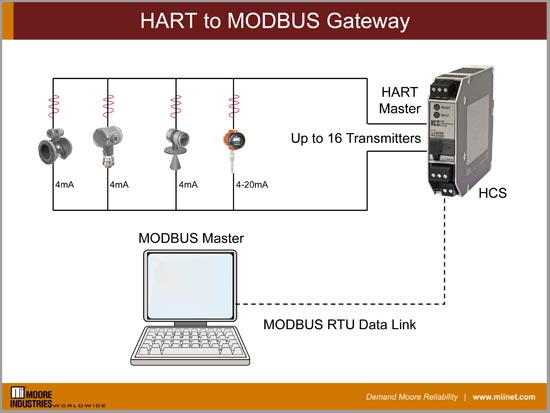
When you need access to these additional HART variables and diagnostic data, but don’t have a HART based DCS or asset manager, consider the HCS HART Concentrator System. The HCS polls between one and 16 HART smart instruments on one twisted pair and maps all of the process variable and diagnostic data to an internal MODBUS memory map. This then allows the HCS to be polled by a MODBUS RTU host making all of the HART data available. The HCS is approved for installation in Class I Div 2/Zone 2 areas and supports both RS-232 and RS-485 physical layer networks. The HCS is configuring via a free Windows PC program and sets up in just a few minutes.
Key Attributes:
- Polls between one and 16 HART instruments and converts data to MODBUS RTU
- Class I Div 2/Zone 2 approval
- -40 to 85C ambient operating temperature
There many HART smart instruments installed throughout all manufacturing facilities, many of which are multivariable instruments which have additional process variables that are available via the HART signal.
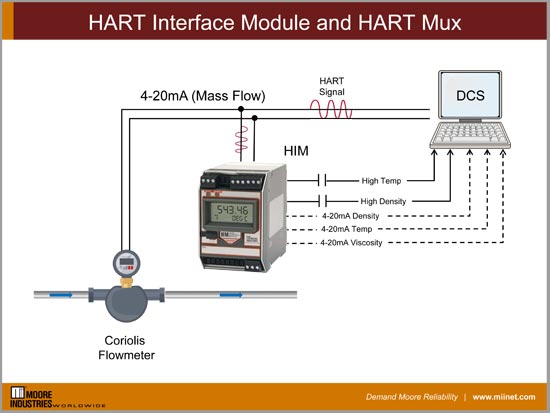
When you need access to these additional HART variables and diagnostic data, but don’t have a HART based DCS or asset manager, consider the HIM HART Interface Module. The HIM polls any HART compatible instrument and allows you to break out any HART dynamic variable or diagnostic bit and covert it to a 4-20mA signal or alarm, respectively. The HIM allows you to retransmit up to three dynamic HART variables and gives you one or two alarms that can be tied to most any diagnostic bit or dynamic variable. Additionally, the HIM has redundant MODBUST RTU outputs optional. The HIM is approved for installation in Class I Div 2/Zone 2 areas and is configured via a free Windows PC program and sets up in just a few minutes.
Key Attributes:
- Polls any HART instrument and breaks out additional HART variables and diagnostics
- Class I Div 2/Zone 2 approval
- -40 to 85C ambient operating temperature
Most process facilities have critical measurement variables like the pressure that if not monitored closely could cause serious injury to personnel. Often these critical signals need to be shared with other control devices and wiring them in series with one another is not always a good idea since a failure at one receiving device renders the loop open, or in a failed state.
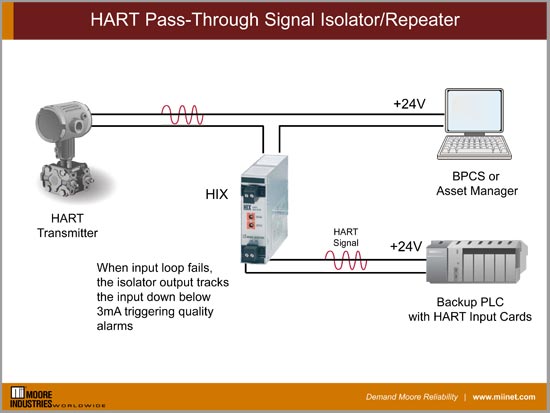
If you have critical loops like these consider looking to the HIX HART Signal Isolator. The HIX is a rugged and reliable two-wire, output loop powered isolator with HART pass-through capability. The HIX allows you to share that critical process variable, and any valuable HART data, with both your primary control system and your backup controller. This affords you the protection and added safety by not having to worry about losing your primary control loop when you work on your secondary backup-side loop, and vice versa.
Key attributes:
- HIX provides area isolation and follows failed inputs down below 3mA
- Class I Div 2/Zone 2 approvals
- HART pass-through allows critical signals to be shared with the backup system
Most processing facilities have large basic process control systems that control and monitor most of the plants. However, there are other silos of control and monitoring by PLC systems that come with other critical or specialized machinery.
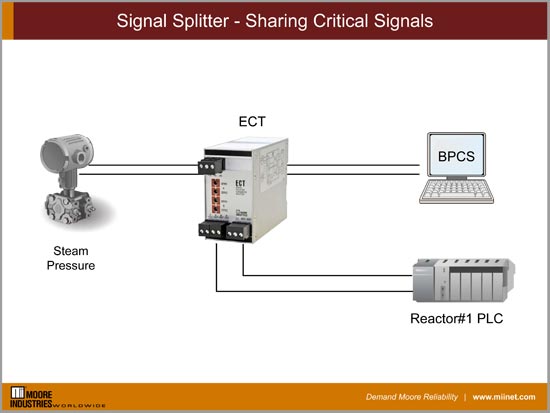
In situations where these key process signals need to be shared between these systems, turn to the ECT Signal Splitter. The Class I Div 2/Zone 2 ECT DIN splitters accept one input and outputs two identically isolated outputs to each of the two process systems. This allows either system to be taken out of the loop without affecting the availability of the other loop. Since the ECT splitter is a four wire unit, it has an optional input loop power supply that can be used to power the connected transmitter.
Key Attributes:
- Full four way isolation up to 500Vrms between power and all input/outputs
- RFI/EMI resistant and hardened aluminum case
- Zero and span potentiometers for onsite calibration
Many process facilities have several points of temperature that have to be monitored. Many of these measurements utilize three wire RTDs with long extension wires. Corrosion can cause a significant amount of error in these three wire circuits.
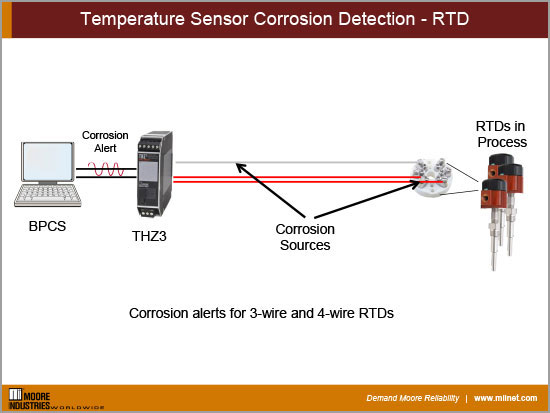
For those cases, the TDZ3/THZ3 Smart HART Dual Input Temperature transmitters have corrosion detection capability to warn you when corrosion build up is causing measurement error. The THZ3/TDZ3 transmitter family can be HART or DTM programmed and carries worldwide approvals.
Key Attributes:
- Advanced sensor diagnostics – Corrosion detection for RTD measurements
- HART or DTM programmable
- Worldwide hazardous area approvals
Many process facilities have several points of temperature that have to be monitored. Many of these measurements utilize redundant or dual element RTDs and require exceptional accuracy and repeatability.
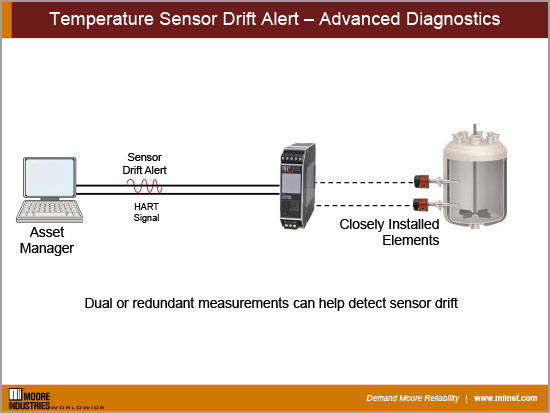
For instances where two elements are used, the TDZ3/THZ3 Smart HART Dual Input Temperature transmitters have sensor drift alert detection capability to warn you when one sensor has started to drift from the other. This is particularly useful in applications that demand an accurate and repeatable secondary sensor. The THZ3/TDZ3 transmitter family can be HART or DTM programmed and carries worldwide approvals.
Key Attributes:
- Advanced sensor diagnostics – Sensor drift detection for RTD or T/C measurements
- HART or DTM programmable
- Worldwide hazardous area approvals
Many process operations have processes that require tight pressure control. Some processes are too critical to rely on just one pressure transmitter, since a transmitter failure could cause a nuisance or spurious trip or process upset. Furthermore, not all of these situations are in close proximity to a DCS.
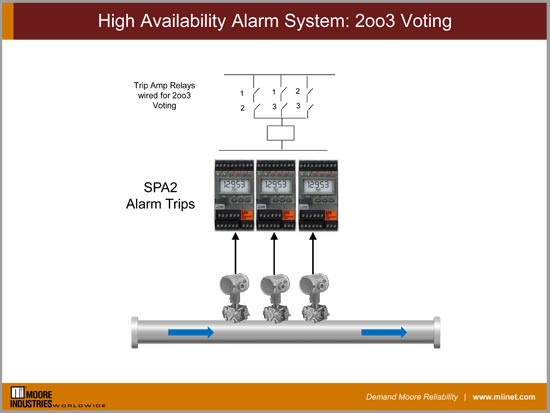
Instead of considering a sophisticated PLC and additional pressure transmitters, consider utilizing a 2oo3 voting scheme with SPA2 Site Programmable Alarm Trips by wiring their relays in a shutdown or alarm circuit scheme. It is very easy to program vs a PLC and its SPDT relays are rated at 5A 250VAC/24DC. The SPA2 is approved for installation in Class I Div 2/Zone 2 locations and is push button or PC programmable with quick and easy to use menus. Each SPA2 has a local display and an optional 4-20mA retransmission.
Key attributes:
- Simple 2oo3 voting configuration
- Easy programming
- Class I Div 2/Zone 2 approval and local display
Process operations and sites have several points of temperature that have to be monitored. Many of these measurements utilize thermocouples. When thermocouples fail or burnout they normally go open circuit due to any number of processes or environmental issues.
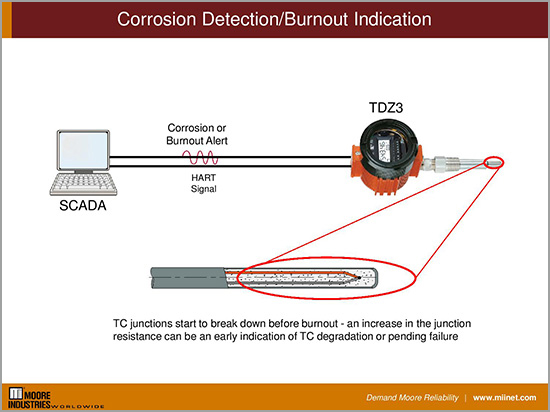
In an effort to catch these thermocouples before they fail, look to the TDZ3/THZ3 Smart HART Dual Input Temperature transmitters that have corrosion detection capability for thermocouples to warn you when the resistance in the thermocouple circuit is stating to increase, that is usually an early indication of a pending element failure. The THZ3/TDZ3 transmitter family can be HART or DTM programmed and carries worldwide approvals.
Key Attributes:
- Advanced sensor diagnostics – Corrosion detection/burnout indication for thermocouples
- HART or DTM programmable
- Worldwide hazardous area approvals
Refineries and extraction sites rely on flare stacks to handle unexpected process releases and upsets when they occur. The EPA requires that these VOCs be burned off. If the flare stack burns out it could lead to volatile compounds being released into the atmosphere and could lead to a costly shutdown.
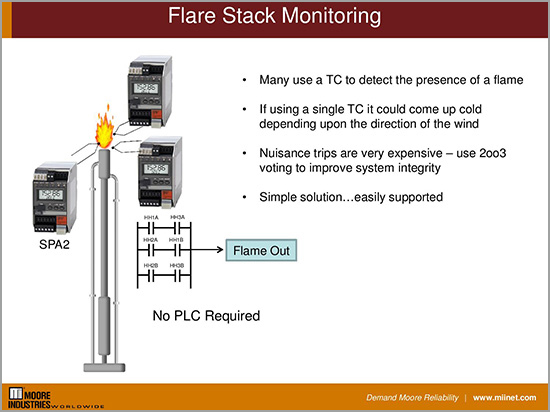
Instead of relying on one T/C and a sophisticated PLC, consider utilizing a 2oo3 voting scheme with SPA2 Site Programmable Alarm Trips. The SPA2 is approved for installation in Class I Div 2/Zone 2 locations and is push button or PC programmable with quick and easy to use menus. Each SPA2 has a local display and an optional 4-20mA retransmission.
Key attributes:
- Simple 2oo3 voting configuration
- Easy programming
- Class I Div 2/Zone 2 approval and local display
Upstream and midstream natural gas sites are remote and sometimes do not have the power to create supply air for pneumatic instruments and valves.
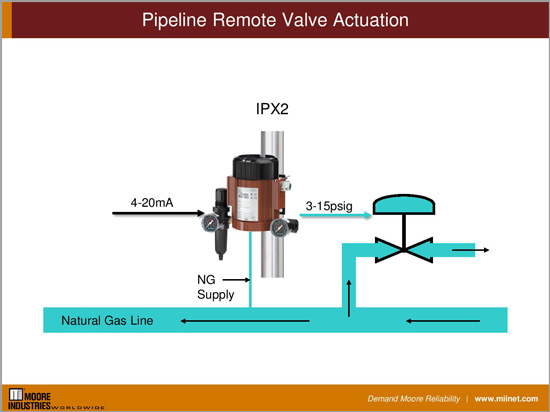
When instrument air isn’t available at these locations consider using the IPX2 Current to Pressure Field Transmitter. While this I/P is usually put in service utilizing air from a compressor, it is also approved for use with natural gas as a supply medium. The pressurized natural gas pipeline supplies the IPX2 and thus the valve to control the flow. The IPX2 has explosion proof, flameproof and intrinsic safety approvals and features a removable electronics module for quick calibration and field replacement.
Key attributes:
- IPX2 approved for natural gas as supply medium
- Worldwide hazardous area approvals
- Field removable electronics and reverse output

Refineries require that the water be removed from crude oil before it continues on to first stage processing. Many water and oil separators are remotely located and typically require an interface level transmitter to enable proper pump control to ensure that only crude oil is forwarded to downstream processing units. Often these level transmitters are HART capable.
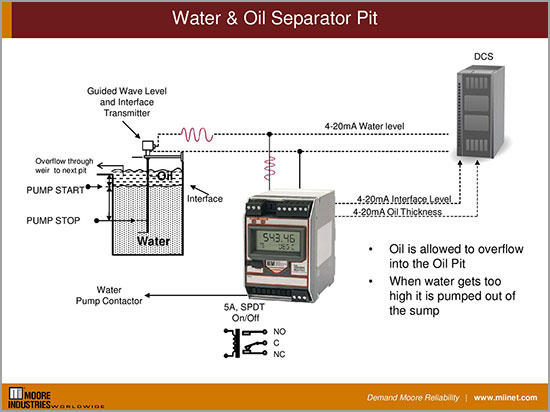
In these instances, the HIM HART Interface Module can be utilized for separator on/off pump control. Additionally, the HIM allows additional analog signals to be transmitted from the HART signal which represents additional process variables, allowing the DCS to effectively monitor key parameters of the separator.
Key attributes:
- HIM provides local on/off control and integral indication
- Allows additional HART process variables to be transmitted to DCS or remote host
- Optional MODBUS RTU output
Many facilities sometimes have a block of temperatures that need to be monitored in a central location.
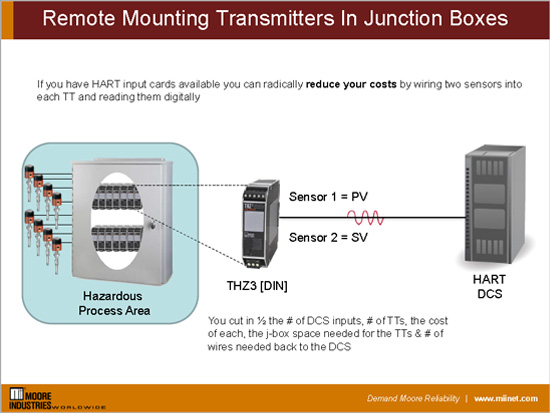
You can reduce the expense of installing individual field transmitters by installing DIN rail temperature transmitters in the field, close to the process, and running shielded twisted pair back to the DCS or BPCS. The Class I Div 2/Zone 2 approved THZ3 Smart HART Dual Input Temperature Transmitter is a highly accurate and repeatable DIN rail temperature transmitter with advanced diagnostics. If your control system’s input cards can read HART, you can further reduce your measurement cost per point by bringing two sensors to each THZ3 and reading the PV and SV dynamic HART variables, which represent Sensor 1 and Sensor 2 respectively.
Key Attributes:
- Class I Div 2/Zone 2 approved DIN version of THZ3
- Dual input capability may reduce cost per point
- High ambient operating temperature range of -40 to 85C (-40 to 185F)
Chlorination control is a common requirement at all water and wastewater plants. Complex algorithms and control schemes are required in PLC programs to ensure proper chlorine feed systems are kept in tight control. These PLC systems cannot only be costly but often require constant tuning due to the location of the downstream residual sampling points and chlorine injection locations.
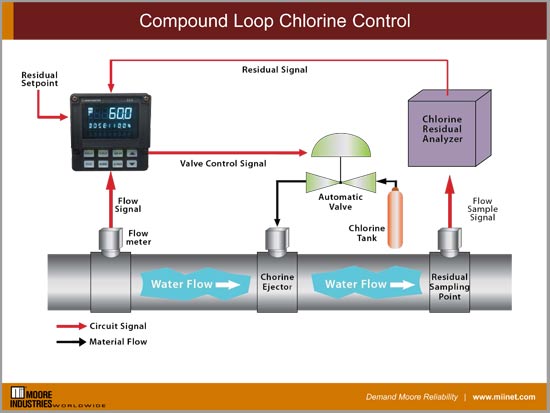
When chlorination or dechlorination control is required consider the Nema 4x 555 Chlorination/Dechlorination Controller. This ¼ DIN controller was specifically designed for flow pacing, residual, compound and even dechlorination control. The program menu and control algorithms have built in dosing level and time delay settings that are a common programming headache in PLCs.
The controller features a large vacuum fluorescent display with a large five digit upper display and two nine character lines of alphanumerics.
Key Attributes:
- Includes built in control algorithms for Chlorination/Dechlorination control
- Easy to program
- Nema 4x case and large vacuum fluorescent display

The new thinner UL approved Moore Industries ECT-DIN 2-Wire Isolator is now available in a narrow, 15mm aluminum housing and retains the same General and Hazardous area approvals as the rest of the ECT family of isolators. The complete ECT family is rugged and reliable, available with enhanced features delivering reliable signal isolation and conversion solutions for the most demanding locations as well as ambient and noisy installation conditions.
See the ECT 15mm and the rest of the ECT-DIN family in the Online Catalog and get a quote today.
Selecting Smart Temperature Transmitters for General, Hazardous and Process Safety Applications IPP&T (Canada) October, 2019
For many applications, the temperature of a process needs to be monitored by temperature transmitters. Selecting and installing temperature transmitters for an application can be a difficult task, taking into consideration meeting economical requirements of a project while meeting comprehensive safety needs and potentially difficult or remote installation requirements. This article covers what you need to consider when selecting Smart temperature transmitters.
Get the Benefits of IIoT Without the Heavy Front-end Investment Industrial Ethernet Book (US and Europe) , November 2019
Taking process data from smart HART field devices and sharing it with higher level systems, no longer has to be difficult or expensive. Industrial Ethernet backbones and wireless networks, IIoT HART devices, open industry protocols and ease of programming provides a quick and seamless way to share process data.
When You Need to Pass HART Data, Use Rugged and Reliable HART Isolators from Moore Industries. Instrumentation (UK) November, 2019
Prevent and solve common and costly problems that plague many of today’s smart process loops while reliably passing along valuable HART process and diagnostic data from process instruments and transmitters by using highly rugged and economical HART® isolators.
Dual Input Temperature Allows for Uninterrupted Process Monitoring, Process Industry Informer (UK and Europe) June, 2019
Temperature sensor failure can wreak havoc on processes where maintaining temperature is critical and monitoring must be continuous. Whether it’s a runaway temperature that spoils a batch or a process interruption when an alarm shuts down the process due to a sensor failure, you lose time and money. Learn how you can solve these issues saving both time and money by using dual input temperature transmitters.
HART via MODBUS to optimize asset-management-system processes SmartIndustry March, 2019
Over the last few decades, the introduction of industrial Ethernet and wireless networks in process manufacturing plants and automation facilities has meant that data exchange within a facility and even throughout global corporate networks is becoming commonplace. The challenge for legacy plants is to find inexpensive and convenient ways to take advantage of the data already available in existing field devices. This article discusses how HART interface devices with open industry protocols and ease of programming provide a quick and seamless way to share process data.
NORTH HILLS, Calif.—Sep. 12, 2019—Our industry lost a great man and pioneer on September 6th, 2019. Leonard W. Moore (Len) who was founder and owner of Moore Industries-International, Inc. (www.miinet.com) passed at the age of 85. Len was born November 26th, 1933 in Hazelton, Iowa where he attended elementary through high school. At the age of 16 he graduated high school and then attended Iowa State University where he obtained a BS in Electrical Engineering.
After graduating college Len entered the Army in 1953 as a weapons guidance specialist and spent time at Fort Sill, OK and Fort Bliss, TX. He then served time in Japan training and teaching soldiers how to operate, calibrate and repair various guidance and artillery weapon systems. It was here where Len realized he had a passion for instruments and control circuits. After his tour in Japan, he left the Army and returned home to Iowa.
In 1958, newly married to wife Martha Moore and eager to start his career, he took a job with Hughes Aircraft in El Segundo, CA. With one car and only a few suitcases to their name, Len and his wife packed up and headed west to start their new life. After a few years with Hughes and a few more engineering and automation jobs, Len made a bold decision to do things his own way – in 1968 he founded Moore Industries-International, Inc. in North Hills, CA. Starting out in a small office with one employee and a very small budget, Len set out to design the most rugged industrial instrument solutions that he knew the industry needed. He used to say that at Moore Industries “we are an engineering company that solves customer’s problems by manufacturing bulletproof solutions.”
Starting with one signal isolating/converting instrument, the SCT Signal Converter and Isolator, Len and his “troops” (the term that he used for the company’s employees) went on to design, build and support more than 225 different products that isolate, protect, convert, alarm, monitor, control and interface with any industrial or automation control and monitoring system. Len often said, “the best compliment we can get from our customers is that they forgot about our products or solutions because they performed so well that they just plain forgot they were ever installed.” This rugged M1 Tank design mentality, which he mandated, can be seen in most of the company’s products that are enveloped in solid aluminum cases instead of fragile plastic or polycarbonate housings.
More than 50 years after its inception, Moore Industries’ world headquarters is still prospering and remains in North Hills, CA. The company continues to manufacture 100% of its products at this USA location, something Len insisted upon. With two acquisitions, more than 19 industry associated patents, 200 employees and remote offices located in the United Kingdom, The Netherlands, Belgium, Australia and China, the company continues to engineer, design, manufacture and support existing and new products for worldwide process control and automation customers.
While Len had a passion for his company and its employees, he lived a full life outside of the company too. Len was an accomplished race car driver spending time in racing schools, competing on the Trans Am Race Circuit, and even sponsoring an Indy Series car during the 1980’s. Flying was also a hobby and interest of Len’s. Although he had hundreds of hours under his belt flying right seat during work trips in the company’s Commander airplane, it wasn’t until 2005 that Len finally went ahead and formally got his pilot’s license. During this time, he had another side project going on: restoring, and later flying, a 1946 single engine Ercoupe in his hangar to museum-like condition with World War II Army Air Corps colors. Len used to say, “this is the world’s most expensive Ercoupe”, which is no surprise because he was an absolute perfectionist. He later donated this plane to the Palm Springs Air Museum.
In 2009 Len was inducted into the ISA’s revered group of Honorary Members - individuals whose support of, and/or contributions to, the advancement of the arts and sciences of instrumentation, systems, and automation are deserving of special recognition. Len was also a Professional Engineer, had a private contractor’s license and was, of course, a pioneer and cornerstone for our industry.
Len is survived by his three sons: Tony and his companion Sonnie, Nick, and Chris and his wife Deanna; his grandsons Nick, Matthew, Justin and Christopher; and his longtime companion Christine Hulfish.
To a smart, devoted and compassionate man with a quick wit and great sense of humor who left a long and impressive legacy - Godspeed Len, we will miss you greatly.
About Moore Industries-International, Inc.:
Based in North Hills, CA, Moore Industries is a world leader in the design and manufacture of rail, panel and field instruments for industrial process control and monitoring, system integration and factory automation. The company has direct sales offices in the United States and additional strategic worldwide locations in Australia, Belgium, the Netherlands, the People's Republic of China and the United Kingdom. The company serves a variety of industries such as chemical and petrochemical; power generation and transmission; petroleum extraction, refining and transport; pulp and paper; food and beverage; mining and metal refining; pharmaceuticals and biotechnology; industrial machinery and equipment; water and wastewater; and environmental and pollution monitoring.
Many water and wastewater treatment facilities need 4-20mA signals from field transmitters and analyzers to be shared with their BPCS (Basic Process Control System) and alternate monitoring systems or SCADA system. Using area isolation, also known as signal splitting, by connecting the secondary system on the secondary side of the isolator, failure of this loop does not impact the primary loop to the BPCS. When connecting these secondary systems, such as a SCADA system, users can rest assured that if it fails or is removed, the primary host or control system will continue to receive the uninterrupted process signal.
By using a narrow isolator you can double the isolator count in the same space. This is ideal for utilizing existing field mounted cabinets. When the cabinet needs to be located in an area with extreme ambient temperatures and the location is a hazardous area where climate control of the cabinet is problematic, a narrow isolator with necessary approvals that can withstand the extreme environment is needed.
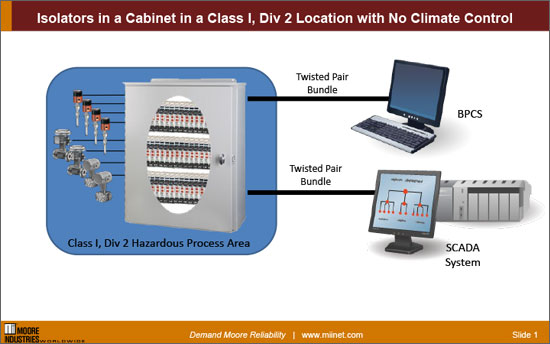
The narrow 15mm ECT-DIN signal isolator and converter with 4-20mA, 1-5V and 0-10V inputs and 4-20mA output allows more isolators to fit in cabinets and field enclosures where installation space is a premium. Being UL Approved for General and Hazardous areas, and having the same RFI/EMI protection and -40°C to 85°C operating temperature range as the rest of the ECT family of isolators, this narrow and rugged isolator can be installed in hazardous locations and does not require installation in cooled or climate controlled environments making it perfect for more extreme locations.
Many process facilities need 4-20mA signals from field transmitters and analyzers to be shared with their BPCS (Basic Process Control System) and alternate monitoring systems or backup PLCs. But wiring these three elements in series breaks loop integrity and can cause problems when the secondary or backup system fails or is disconnected. Using area isolation, also known as signal splitting, by connecting the secondary system on the secondary side of the isolator, failure of this loop does not impact the primary loop to the BPCS. They can connect these secondary systems, such as a backup PLC, and ensure that if it fails or is removed, the primary host or control system will continue to receive the uninterrupted process signal.
By using a narrow isolator you can double the isolator count in the same space. This is ideal for utilizing existing field mounted cabinets. When the cabinet needs to be located in an area with extreme ambient temperatures and the location is a hazardous area where climate control of the cabinet is problematic, a narrow isolator with necessary approvals that can withstand the extreme environment is needed.
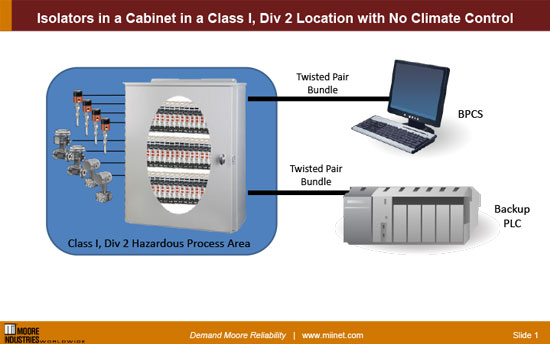
The narrow 15mm ECT-DIN signal isolator and converter with 4-20mA, 1-5V and 0-10V inputs and 4-20mA output allows more isolators to fit in cabinets and field enclosures where installation space is a premium. Being UL Approved for General and Hazardous areas, and having the same RFI/EMI protection and -40°C to 85°C operating temperature range as the rest of the ECT family of isolators, this narrow and rugged isolator can be installed in hazardous locations and does not require installation in cooled or climate controlled environments making it perfect for more extreme locations.
Many food, beverage and pharmaceutical process facilities need 4-20mA signals from field transmitters and analyzers to be shared with their BPCS (Basic Process Control System) and alternate monitoring systems or chart recorder. But wiring these three elements in series breaks loop integrity and can cause problems when the secondary or backup system fails or is disconnected. Using area isolation, also known as signal splitting, by connecting the secondary system on the secondary side of the isolator, failure of this loop does not impact the primary loop to the BPCS. They can connect these secondary systems, such as a chart recorder, and ensure that if it fails or is removed, the primary host or control system will continue to receive the uninterrupted process signal.
By using a narrow isolator you can double the isolator count in the same space. This is ideal for utilizing existing field mounted cabinets. When the cabinet needs to be located in an area with extreme ambient temperatures and the location is a hazardous area where climate control of the cabinet is problematic, a narrow isolator with necessary approvals that can withstand the extreme environment is needed.
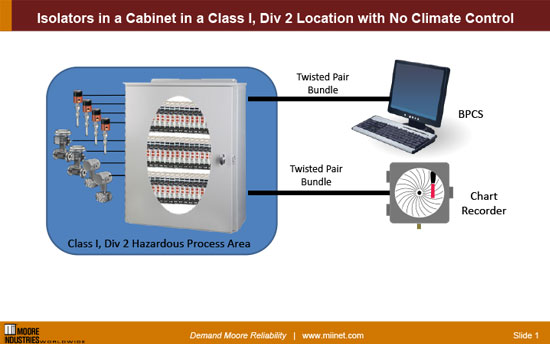
The narrow 15mm ECT-DIN signal isolator and converter with 4-20mA, 1-5V and 0-10V inputs and 4-20mA output allows more isolators to fit in cabinets and field enclosures where installation space is a premium. Being UL Approved for General and Hazardous areas, and having the same RFI/EMI protection and -40°C to 85°C operating temperature range as the rest of the ECT family of isolators, this narrow and rugged isolator can be installed in hazardous locations and does not require installation in cooled or climate controlled environments making it perfect for more extreme locations.